En el volátil mercado actual, los fabricantes enfrentan una presión constante para satisfacer la fluctuante demanda de los clientes mientras minimizan los costos y maximizan la eficiencia. Ejecutar la producción en lotes grandes y poco frecuentes puede parecer sencillo, pero a menudo conduce a una cascada de problemas: inventario excesivo, recursos sobrecargados, largos plazos de entrega y la incapacidad de adaptarse rápidamente a los cambios del mercado. Aquí es donde entra en juego el principio Lean de Heijunka: una poderosa metodología del Sistema de Producción Toyota (TPS) diseñada para aportar estabilidad, previsibilidad y eficiencia a sus operaciones a través de la nivelación de la producción.
Esta guía completa profundizará en el concepto de Heijunka, explorando su definición, orígenes, principios básicos, herramientas de implementación como el tablero Heijunka, beneficios, desafíos y su papel crucial dentro del marco Lean más amplio. Ya sea que seas nuevo en Lean o busques optimizar los procesos existentes, comprender los principios Lean de Heijunka es esencial para alcanzar la verdadera excelencia operativa.
Más Allá de los Lotes – Por Qué Importa la Producción Estable
Imagina un escenario de fabricación típico sin nivelación de la producción. El lunes, llega una oleada de pedidos, obligando a la planta a trabajar a toda marcha, potencialmente requiriendo horas extras y sobrecargando los equipos. Para el miércoles, la demanda cae, dejando a los trabajadores inactivos y las máquinas subutilizadas. El viernes trae otro pico, más pequeño, que requiere un cambio rápido e ineficiente. Esta montaña rusa de actividad se conoce como Mura, o desnivelado/variación.
El Caos de la Producción Irregular (Mura)
Mura crea problemas significativos:
- Mayor Estrés (Muri): Conduce a la sobrecarga (Muri) tanto de personas como de máquinas durante los momentos pico, aumentando el riesgo de errores, defectos y averías.
- Generación de Desperdicio (Muda): Inevitablemente resulta en diversas formas de Muda (desperdicio), incluyendo:
- Sobreproducción: Fabricar más de lo necesario durante los picos «por si acaso».
- Exceso de Inventario: Mantener grandes stocks para amortiguar las fluctuaciones.
- Esperas: Tiempo de inactividad durante las pausas.
- Transporte y Movimiento Ineficientes: Mover lotes grandes con poca frecuencia.
- Mala Capacidad de Respuesta: Dificultad para adaptarse a los cambios en los pedidos de los clientes o en la mezcla de productos.
- Problemas Ocultos: Los lotes grandes pueden ocultar problemas de calidad hasta que se hayan fabricado cantidades significativas de productos defectuosos.
- Sobrecarga a Proveedores: Transmitir la demanda irregular aguas arriba crea inestabilidad en toda la cadena de suministro (el «efecto látigo»).
Presentando Heijunka: La Solución Lean para la Estabilidad
Heijunka (pronunciado «hei-yun-ka») ofrece una alternativa estratégica. Es el término japonés para «nivelación» o «alisado», también se le conoce como nivelación de la producción o nivelación de los pedidos de los clientes (Boutbagha y El Abbadi, 2023).
En lugar de reaccionar bruscamente a los picos y valles de los pedidos de los clientes, Heijunka tiene como objetivo crear un ritmo de producción constante y predecible durante un período definido. Implica promediar el volumen de producción y, a menudo, mezclar diferentes tipos de productos dentro de ese programa nivelado. Es importante destacar que Heijunka es una herramienta de nivelación de la producción que se utiliza para apoyar los sistemas Just-in-Time (JIT) y Kanban (Phatale, 2020).
Lo Que Aprenderás en Esta Guía
Esta guía te proporcionará una comprensión profunda de qué es Heijunka y cómo aprovecharlo:
- Definición Central: Comprende la definición de Heijunka y su lugar dentro del Sistema de Producción Toyota.
- Técnicas de Nivelación: Entiende la nivelación por volumen y por tipo/mezcla de producto.
- Herramientas Clave: Aprende sobre la caja Heijunka (o tablero Heijunka) y su papel junto a Kanban.
- Implementación: Descubre los pasos involucrados en la programación Heijunka y su implementación.
- Beneficios y Desafíos: Sopesa las ventajas significativas frente a los posibles obstáculos.
- Contexto: Observa cómo Heijunka se relaciona con JIT, Lean y Six Sigma.
¿Qué es Heijunka? Desmitificando la Definición y el Concepto Central
Aunque a menudo se traduce simplemente como «nivelación», el concepto de Heijunka abarca más que solo suavizar números. Es un elemento fundamental de la manufactura Lean para la nivelación de la producción y la reducción de la variabilidad (Gomma, 2025), destinado a crear estabilidad y previsibilidad como requisito previo para la eficiencia y el flujo.
Definición de Heijunka: Más Que Solo «Nivelación»
Heijunka es un método Lean para reducir la irregularidad (Mura) en el proceso de producción nivelando el volumen y la mezcla de artículos producidos durante un período específico. Su objetivo es establecer un patrón de trabajo constante y repetible, que a su vez minimiza la sobrecarga (Muri) y elimina el desperdicio (Muda).
De acuerdo con Boutbagha y Abbadi (2023) Heijunka es un concepto central del Sistema de Producción Toyota (TPS) que busca mantener la flexibilidad y estabilidad del sistema de producción al producir la misma cantidad de productos en intervalos de tiempo definidos. En el mismo sentido, Rewers y Diakun (2021) manifiestan que Heijunka es considerado un método moderno de planificación y control de la producción, cuyo objetivo es encontrar un equilibrio entre las fluctuaciones de los pedidos y la estabilidad del flujo de producción.
En lugar de producir grandes lotes de un solo producto basados en pedidos fluctuantes a corto plazo, Heijunka promedia la demanda durante un período más largo y crea un programa que produce cantidades más pequeñas en una secuencia repetitiva, a menudo mezclando diferentes tipos de productos.
Los Orígenes: Heijunka en el Sistema de Producción Toyota (TPS)
Heijunka es una piedra angular del Sistema de Producción Toyota (TPS) (Soliman, 2022), junto con conceptos como Just-In-Time (JIT) y Jidoka (autonomación). Toyota se dio cuenta de que reaccionar directamente a los pedidos fluctuantes de los clientes creaba ineficiencias masivas. Al nivelar la producción, podían:
- Estabilizar el trabajo para los empleados.
- Reducir drásticamente los requisitos de inventario.
- Hacer que el flujo de producción fuera más predecible.
- Establecer demandas consistentes a los proveedores.
- Permitir la implementación efectiva de JIT.
Sin Heijunka, la variación constante haría imposible mantener un verdadero sistema JIT, que depende de un flujo suave.
Significado de Heijunka en la Fabricación: Suavizando el Flujo
En esencia, el significado de Heijunka en la fabricación es transformar la demanda externa errática en un ritmo de producción interno estable. Actúa como un amortiguador, protegiendo el sistema de producción y la cadena de suministro aguas arriba de la volatilidad. Esto permite el trabajo estandarizado, una gestión más sencilla y la eliminación sistemática del desperdicio.
De acuerdo con Korytkowski et al., (2013) la producción suavizada busca equilibrar tanto el volumen de producción como la mezcla de productos, mejorando la eficiencia de producción. Ayuda a aportar estabilidad al proceso de fabricación, convirtiendo la demanda desigual del cliente en un proceso de fabricación uniforme y predecible.
El Objetivo Fundamental: Eliminar Mura (Desnivelado) para Reducir Muri (Sobrecarga) y Muda (Desperdicio)
Las «3M» – Mura, Muri, Muda – son centrales en el pensamiento Lean.
- Mura (Desnivelado/Variación): Las fluctuaciones en la carga de trabajo, la programación o la calidad.
- Muri (Sobrecarga): Empujar a las máquinas o personas más allá de sus límites naturales.
- Muda (Desperdicio): Actividades que consumen recursos pero no agregan valor (por ejemplo, sobreproducción, esperas, inventario, defectos).
Heijunka ataca directamente a Mura. Al nivelar la carga de trabajo, previene el Muri que resulta de los picos repentinos. Y al eliminar Mura y Muri, reduce significativamente muchas formas de Muda, particularmente la sobreproducción y el exceso de inventario. Crea la base estable sobre la cual se pueden construir otras mejoras Lean.
Los Dos Pilares de Heijunka: Nivelación por Volumen y Tipo
La implementación de heijunka se ha demostrado que es una ventaja competitiva en diversas industrias (manufactura, agricultura, construcción, automotriz, textil) y también se puede aplicar en empresas de servicios (hospitales) (Boutbagha y El Abbadi, 2023).
Heijunka logra el alisamiento de la producción a través de dos métodos principales, que pueden usarse de forma independiente o, más comúnmente, juntos:
Nivelación por Volumen: Producir una Cantidad Diaria Constante
Esta es la forma más simple de Heijunka. Se enfoca en producir una cantidad total constante de productos cada día (u otro período establecido), incluso si los pedidos diarios de los clientes fluctúan.
Cómo Funciona la Nivelación por Volumen
- Calcular la Demanda Promedio: Determina la demanda total de un producto (o familia de productos) durante un período específico (por ejemplo, una semana o un mes).
- Calcular el Promedio Diario: Divide la demanda total por el número de días hábiles en ese período para obtener el objetivo de producción diario promedio.
- Producir de Forma Constante: Fabrica esta cantidad promedio cada día, independientemente de si los pedidos diarios son mayores o menores.
- Stock de Amortiguación (Buffer): Mantén un pequeño stock controlado de inventario de productos terminados para manejar los días en que la demanda excede la cantidad de producción nivelada. Repón este buffer en los días en que la demanda sea menor.
Ejemplo: Nivelación de Volumen en una Panadería
Imagina que una panadería recibe pedidos de pasteles de la siguiente manera: Lunes: 50, Martes: 10, Miércoles: 20, Jueves: 30, Viernes: 40. Total = 150 pasteles/semana.
- Sin Heijunka: La producción refleja la demanda, causando caos el lunes y tiempo de inactividad el martes.
- Con Nivelación de Volumen:
- Demanda diaria promedio = 150 pasteles / 5 días = 30 pasteles/día.
- La panadería produce exactamente 30 pasteles cada día.
- El lunes, cumplen 30 pedidos y ponen 20 en un pequeño buffer de productos terminados.
- El martes, cumplen 10 pedidos de la producción y toman 20 del buffer (el buffer ahora es 0).
- El miércoles, cumplen 20 pedidos y ponen 10 en el buffer.
- Y así sucesivamente…
Esto crea una carga de trabajo predecible, estabiliza el pedido de ingredientes y asegura una dotación de personal constante.
Nivelación por Tipo (o Mezcla): Producir una Variedad de Forma Constante
Este método aborda situaciones en las que se fabrican múltiples tipos de productos o variaciones en la(s) misma(s) línea(s). En lugar de producir grandes lotes del Producto A, luego un gran lote del Producto B, la nivelación por tipo tiene como objetivo producir cantidades más pequeñas de múltiples tipos de productos dentro de cada ciclo de producción.
Cómo Funciona la Nivelación por Tipo/Mezcla
- Determinar la Proporción de la Mezcla de Productos: Calcula la proporción de la demanda total representada por cada tipo de producto durante un período.
- Establecer una Secuencia Repetitiva: Crea una secuencia de producción que refleje esta proporción de mezcla y se repita regularmente a lo largo del día o la semana. El objetivo a menudo se expresa como EPEI (Every Part Every Interval) – determinando la frecuencia con la que se necesita producir cada tipo de pieza.
- Producción en Lotes Pequeños: Produce artículos en esta secuencia mixta utilizando tamaños de lote pequeños.
La Importancia de SMED (Single-Minute Exchange of Die)
La nivelación por tipo requiere cambios frecuentes entre diferentes productos. Si los cambios son largos e ineficientes, este enfoque se vuelve impracticable. Por lo tanto, SMED – un sistema para reducir drásticamente los tiempos de cambio (idealmente a minutos de un solo dígito), cuyo significado es «Cambio de Herramienta en Minutos de un Solo Dígito» – es a menudo un prerrequisito crítico para una nivelación por tipo efectiva. Los cambios rápidos minimizan el tiempo de inactividad y hacen económica la producción en lotes pequeños.
Ejemplo: Nivelación de la Mezcla de Productos en la Fabricación de Automóviles
Considera una planta de automóviles simplificada que fabrica Sedanes (S), Camionetas (T) y Furgonetas (V). La demanda mensual es 50% Sedanes, 30% Camionetas, 20% Furgonetas.
- Sin Heijunka (Lotes): Producir todos los Sedanes durante dos semanas, luego todas las Camionetas durante ~1.5 semanas, luego todas las Furgonetas durante ~1 semana. Esto conduce a grandes inventarios de cada tipo y una respuesta lenta si la demanda cambia (por ejemplo, un aumento repentino en los pedidos de Camionetas).
- Con Nivelación por Tipo:
- La secuencia ideal podría reflejar la proporción, quizás algo como: S-S-T-S-V-S-T… repitiéndose a lo largo del día.
- Si la planta fabrica 100 vehículos/día, el programa nivelado podría apuntar a aproximadamente 50 Sedanes, 30 Camionetas y 20 Furgonetas cada día, producidos en una secuencia mixta.
- Esto requiere cambios rápidos entre modelos, pero mantiene bajo el inventario para todos los tipos y permite una respuesta mucho más rápida a los cambios de demanda.
Herramientas Esenciales para la Implementación de Heijunka
Las herramientas de gestión visual son cruciales para implementar y mantener Heijunka. La más prominente es la caja Heijunka.
El Tablero Heijunka (Caja de Nivelación): Visualizando el Programa
A menudo llamada Caja Heijunka o Caja de Nivelación, esta es una herramienta de programación visual utilizada para gestionar la secuencia de producción nivelada.
¿Qué es un Tablero Heijunka (o Caja Heijunka)?
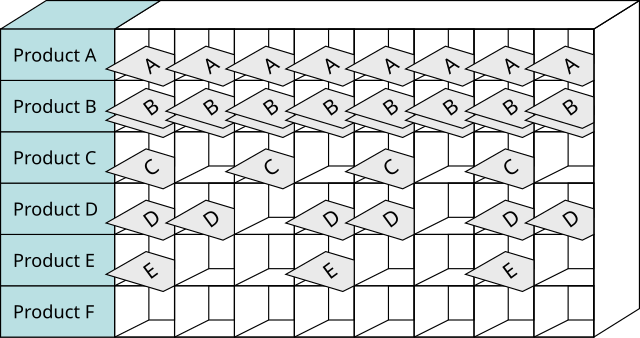
Es típicamente una cuadrícula física (aunque existen versiones digitales) que representa el programa de producción durante un marco de tiempo específico (por ejemplo, un turno o un día).
- Filas: Usualmente representan diferentes tipos o familias de productos.
- Columnas: Representan intervalos de tiempo regulares (por ejemplo, cada 15, 30 o 60 minutos). Este intervalo a menudo está relacionado con el pitch, que es el Tiempo Takt multiplicado por la cantidad de empaque (cuántas unidades se mueven al siguiente proceso a la vez).
- Ranuras/Bolsillos: Cada celda de la cuadrícula contiene tarjetas, típicamente tarjetas Kanban, que representan pequeños lotes de productos específicos.
Cómo Funcionan las Cajas Heijunka: Filas, Columnas y Kanban
- Planificación: Los planificadores cargan la caja Heijunka con tarjetas Kanban según la secuencia nivelada predeterminada (volumen y mezcla) para el próximo período. El patrón de tarjetas representa visualmente el plan de producción suavizado.
- Ejecución: Al inicio de cada intervalo de tiempo (cada columna), un manejador de materiales o líder de equipo retira las tarjetas Kanban de la columna correspondiente.
- Señalización: Estas tarjetas retiradas señalan a los procesos aguas arriba (por ejemplo, ensamblaje, fabricación) exactamente qué productos producir y en qué cantidad durante ese intervalo de tiempo específico.
- Sistema Pull (Jalar): A medida que los productos terminados son consumidos por procesos aguas abajo o clientes, las señales (otros Kanban) activan el proceso de reposición, que es guiado por el programa de la caja Heijunka.
El propósito de las cajas Heijunka es proporcionar una representación visual clara y en tiempo real del plan de producción nivelado, facilitando que todos entiendan qué se necesita producir y cuándo.
Ejemplos de Tableros Heijunka: Físicos vs. Digitales
- Tableros Físicos: Simples, tangibles y muy visibles en la planta. A menudo usan tarjetas o clavijas de colores. Excelentes para fomentar la participación del equipo.
- Tableros Digitales: Ofrecen más flexibilidad, actualizaciones más fáciles, integración con sistemas ERP/MES y visibilidad remota. Pueden rastrear el progreso automáticamente.
La elección depende de la complejidad de la operación, la infraestructura tecnológica existente y la cultura de la empresa.
Kanban: El Sistema de Señalización para la Producción Pull
Heijunka no funciona de forma aislada; depende en gran medida de un sistema Kanban para funcionar como un sistema “tirón” o «pull» (jalar). Matzka et al., (2012) destaca que Kanban proporciona el mecanismo de «tirón» y la señal de demanda a través de las tarjetas (kanbans de retiro y producción), mientras que Heijunka proporciona la disciplina de programación y secuenciación al organizar y liberar los kanbans de producción de manera nivelada a través del tablero Heijunka, suavizando así el flujo y la mezcla de producción.
Cómo Kanban Apoya la Programación Heijunka
- Kanban de Retirada: Señalan la necesidad de mover productos terminados del inventario al punto de uso o envío.
- Kanban de Producción: Señalan la necesidad de producir más de un artículo específico para reponer el inventario consumido.
- Integración con la Caja Heijunka: Las tarjetas Kanban colocadas en la caja Heijunka son típicamente Kanban de producción, secuenciadas según el plan nivelado. Cuando se retiran en cada intervalo de tiempo (pitch), autorizan la producción. A medida que se producen y mueven los artículos, los Kanban de retirada correspondientes circulan, eventualmente activando la necesidad de que más Kanban de producción entren en la secuencia Heijunka.
Heijunka proporciona el plan (qué mezcla y volumen a lo largo del tiempo), mientras que Kanban proporciona las señales en tiempo real para ejecutar ese plan basándose en el consumo real.
Implementando Heijunka: Un Enfoque Paso a Paso
La implementación de Heijunka requiere una planificación cuidadosa y un enfoque sistemático.
Paso 1: Calcular el Tiempo Takt (El Ritmo de la Demanda del Cliente)
El Tiempo Takt (del alemán Taktzeit, tiempo de compás o ritmo) determina el ritmo de producción necesario para satisfacer la demanda del cliente.
- Fórmula: Tiempo Takt = Tiempo de Producción Disponible por Período / Demanda del Cliente por Período
- Ejemplo: Si tienes 450 minutos de tiempo disponible por turno y la demanda diaria es de 150 unidades, el Tiempo Takt = 450 / 150 = 3 minutos por unidad. Tu sistema de producción necesita entregar una unidad cada 3 minutos en promedio.
Paso 2: Determinar el Patrón de Nivelación de la Producción (EPEI – Every Part Every Interval)
Basándose en el Tiempo Takt, la demanda promedio para cada tipo de producto y los tiempos de cambio alcanzables, determina:
- Nivelación por Volumen: El objetivo de producción diario/turno constante.
- Nivelación por Tipo: La secuencia repetitiva de tipos de producto y el tamaño del lote para cada uno dentro de la secuencia. Esto a menudo implica calcular el EPEI (Cada Pieza Cada Intervalo) – con qué frecuencia necesita ejecutarse cada número de pieza.
Paso 3: Crear el Programa de la Caja/Tablero Heijunka
- Diseña el diseño físico o digital de la caja Heijunka (filas para productos, columnas para intervalos de tiempo/pitch).
- Determina el pitch (el intervalo de tiempo para cada columna, a menudo un múltiplo del Tiempo Takt basado en las cantidades de empaque estándar).
- Carga la caja con tarjetas Kanban que representen la secuencia de producción nivelada determinada en el Paso 2.
Paso 4: Establecer Kanban de Retirada para Productos Terminados
- Implementa un sistema (a menudo usando tarjetas Kanban) para señalar el consumo de productos terminados.
- Define la cantidad controlada de inventario de productos terminados necesaria para amortiguar las variaciones menores de demanda entre ciclos de producción.
Paso 5: Implementar y Monitorear con Mejora Continua (Kaizen)
- Capacita a los equipos sobre cómo funcionan la caja Heijunka y las señales Kanban.
- Lanza el sistema.
- Monitorea de cerca el rendimiento: ¿Se están cumpliendo los objetivos de producción? ¿Es el inventario de buffer suficiente pero no excesivo? ¿Se realizan los cambios sin problemas?
- Utiliza reuniones de gestión diaria y herramientas como el Mapeo del Flujo de Valor (Value Stream Mapping) para identificar problemas y oportunidades de mejora (Kaizen). Ajusta el programa nivelado y los tamaños de buffer según sea necesario en función del rendimiento y los patrones cambiantes de demanda.
Prerrequisitos para una Implementación Exitosa de Heijunka
Heijunka no es una varita mágica; requiere ciertas bases:
- Estabilidad del Proceso: Los procesos de producción subyacentes deben ser relativamente estables y predecibles. Problemas importantes de calidad o averías frecuentes interrumpirán el flujo nivelado.
- Cambios Rápidos (SMED): Especialmente crucial para la nivelación por tipo. Los largos tiempos de cambio hacen inviable la producción en lotes pequeños.
- Trabajo Estandarizado: Procedimientos de trabajo claramente definidos y repetibles son necesarios para la consistencia.
- Flexibilidad/Polivalencia de la Fuerza Laboral: Es posible que los trabajadores necesiten manejar diferentes tipos de productos o tareas a medida que cambia la mezcla.
- Equipos Confiables (TPM): El Mantenimiento Productivo Total ayuda a asegurar que las máquinas estén disponibles cuando se necesiten según el programa.
- Previsión Precisa de la Demanda: Si bien Heijunka suaviza las variaciones, todavía depende de una previsión razonablemente precisa de la demanda promedio durante el período de planificación.
Ventajas de Heijunka: Por Qué la Producción Nivelada Vale la Pena
Implementar Heijunka eficazmente produce beneficios sustanciales en toda la operación. Por ejemplo, Yusuf et al., (2024) determinó que el sistema de programación de la producción con el método Heijunka resultó ser adecuado para el proceso de fabricación automotriz, ya que distribuye la producción de manera uniforme en un período, evitando largos tiempos de espera para las unidades y minimizando el desperdicio de tiempo; mientras que Feleafel et al., (2025) destacó la contribución de la estrategia Heijunka para lograr microrredes más colaborativas y ecológicas al permitir la nivelación de la demanda de energía, lo que a su vez reduce la volatilidad no planificada, disminuye las emisiones de carbono y mejora la estabilidad general del sistema eléctrico.
Ramekar et al., (2017) reportó que la implementación del concepto de Heijunka trae múltiples beneficios significativos: Resulta en una mejora de la productividad general, Lleva a la eliminación del desperdicio, Permite una producción rentable y la entrega de solo la cantidad necesaria de piezas con la calidad, el tiempo y el lugar correctos, entre otros. A continuación detallamos los principales beneficios de implementar Heijunka:
Reducción de Desperdicio (Muda): Sobreproducción, Inventario, Tiempo de Espera
Este es quizás el beneficio más significativo. Al producir más cerca de la demanda promedio real en lotes más pequeños y mixtos, Heijunka reduce drásticamente:
- Sobreproducción: La peor forma de desperdicio, ya que genera otros desperdicios.
- Exceso de Inventario: Tanto los productos terminados como el WIP (Trabajo en Proceso) se minimizan, liberando capital y espacio.
- Esperas: Un flujo más suave reduce el tiempo de inactividad para trabajadores y máquinas.
Mayor Estabilidad y Previsibilidad en las Operaciones
Un programa nivelado crea un ritmo predecible para la planta, haciendo que la planificación, la dotación de personal y el suministro de materiales sean mucho más fáciles y menos estresantes.
Menores Niveles de Inventario y Costos de Capital
Menos inventario significa menos capital inmovilizado en bienes no vendidos, menores costos de almacenamiento y menor riesgo de obsolescencia.
Mayor Flexibilidad y Capacidad de Respuesta a los Cambios de Demanda
Aunque parezca contraintuitivo, la nivelación aumenta la flexibilidad. Al producir lotes más pequeños de diferentes productos con mayor frecuencia, el sistema puede reaccionar mucho más rápido a los cambios en las preferencias de los clientes o las cantidades de los pedidos en comparación con largas series de productos únicos.
Reducción de la Sobrecarga (Muri) en Trabajadores y Equipos
Eliminar los picos y valles extremos de la demanda reduce la tensión sobre los empleados y la maquinaria, lo que conduce a una mejor seguridad, mayor moral, mejor calidad y una vida útil más larga del equipo.
Mejor Sincronización en Toda la Cadena de Valor (Incluidos los Proveedores)
Nivelar la producción internamente permite enviar señales de demanda más estables y predecibles aguas arriba a los proveedores, reduciendo el efecto látigo y permitiendo que los proveedores también operen de manera más eficiente.
Desafíos y Consideraciones para Heijunka
Aunque potente, implementar Heijunka no está exento de desafíos. Es importante destacar que heijunka no es aplicable a la producción en masa (continua, mismo producto) ni a la producción unitaria (componentes únicos), solo es posible implementarlo en la producción de productos estándar, producidos de forma serial, donde las estaciones de trabajo tienen un plan de producción fijo e inmutable (Rewers y Diakun, 2021).
Manejo de la Alta Volatilidad de la Demanda
Heijunka funciona mejor cuando la demanda, aunque fluctúa diariamente, muestra un promedio razonablemente estable durante un período ligeramente más largo (por ejemplo, semanal o mensual). Una demanda extremadamente errática o impredecible puede dificultar la nivelación, requiriendo mayores stocks de buffer o estrategias alternativas.
Gestión de la Variedad y Complejidad del Producto
Un gran número de variaciones de productos (SKU – Unidad de Mantenimiento de Stock) aumenta la complejidad de crear la secuencia nivelada y necesita cambios más frecuentes.
La Necesidad de Cambios Rápidos (SMED)
Como se mencionó, la nivelación por tipo eficiente depende en gran medida de la capacidad de realizar cambios rápidamente (SMED). Si los tiempos de cambio son largos, los beneficios de los lotes pequeños pueden verse anulados por un tiempo de inactividad excesivo.
Cambio Cultural y Capacitación de la Fuerza Laboral
Pasar de una mentalidad de lote y cola a un flujo nivelado requiere una gestión del cambio significativa, capacitación y aceptación por parte de la fuerza laboral y la gerencia. Es posible que los operadores necesiten polivalencia para manejar diferentes productos.
Cuándo Heijunka Podría No Ser la Mejor Opción
En entornos con volumen extremadamente bajo y muy alta personalización (por ejemplo, ingeniería bajo pedido), o donde los tiempos de cambio son inherentemente muy largos y no se pueden reducir significativamente, un enfoque puro de Heijunka podría ser menos aplicable, aunque los principios de reducir Mura siguen siendo valiosos.
Heijunka vs. Otros Conceptos: JIT, Kanban y Producción por Lotes
Es importante comprender cómo se relaciona Heijunka con otros conceptos comunes de producción:
Heijunka vs. Just-In-Time (JIT): Complementarios, No Contradictorios
Heijunka y JIT son pilares profundamente interconectados del Sistema de Producción Toyota.
- JIT: Una filosofía centrada en producir solo lo que se necesita, cuando se necesita y en la cantidad necesaria («Justo a Tiempo«). Su objetivo es eliminar el inventario haciendo que los materiales lleguen «justo a tiempo» para su procesamiento.
- El Papel de Heijunka: Heijunka habilita a JIT. El flujo de producción nivelado y estable creado por Heijunka es necesario para que un sistema pull como JIT funcione sin problemas, sin interrupciones constantes o falta de existencias. Puedes pensar en Heijunka como la creación del lecho estable del río que permite que el agua (flujo JIT) se mueva suavemente.
Heijunka y Kanban: Trabajando Mano a Mano
Como se discutió anteriormente, Kanban es el mecanismo de señalización utilizado para ejecutar el plan nivelado creado por Heijunka en un sistema pull.
- Heijunka: Define el plan (secuencia y volumen a lo largo del tiempo).
- Kanban: Proporciona las señales en tiempo real para la producción y el movimiento de materiales basándose en el consumo real, siguiendo el plan Heijunka.
Heijunka vs. Producción por Lotes Tradicional: El Claro Contraste
Esta es la comparación central:
| Característica | Producción por Lotes Tradicional | Heijunka (Nivelación) |
| Producción | Grandes cantidades de un artículo | Pequeñas cantidades de artículos mixtos |
| Impulsor Prog. | Pedidos inmediatos / Picos previsión | Demanda promedio durante un período |
| Inventario | Alto (WIP y Productos Terminados) | Bajo (Buffer controlado mínimo) |
| Tiempo Entrega | Largo | Corto |
| Flexibilidad | Baja (Respuesta lenta al cambio) | Alta (Respuesta rápida al cambio) |
| Carga Trabajo | Irregular (Mura) – Picos y Valles | Estable y Predecible |
| Desperdicio | Alto (Sobreproducción, Inventario etc.) | Bajo (Reducido sistemáticamente) |
| Sistema | A menudo «Push» (Empujar) | «Pull» (Jalar) (habilitado por Kanban) |
Heijunka en Lean y Six Sigma
Heijunka es fundamental tanto para las filosofías Lean como Six Sigma, aunque se aborda de manera ligeramente diferente.
Heijunka como Piedra Angular del Sistema de Producción Toyota y Lean
Dentro de Lean, Heijunka se considera esencial para lograr el flujo y eliminar el desperdicio. No es solo una herramienta, sino un principio fundamental que sustenta la estabilidad y eficiencia de todo el sistema. Aborda directamente Mura, que se considera la causa raíz de gran parte de Muri y Muda.
Cómo Heijunka Apoya los Objetivos de Six Sigma (Reducción de la Variación)
Six Sigma se enfoca fuertemente en reducir la variación y los defectos (a menudo medidos por Defectos Por Millón de Oportunidades – DPMO). Si bien Heijunka apunta principalmente a la variación de la producción (Mura), esta estabilidad tiene efectos secundarios positivos relevantes para Six Sigma:
- Procesos Estables: La producción nivelada permite una operación más consistente, facilitando la identificación y el control de las fuentes de variación del proceso que conducen a defectos.
- Reducción de Muri: La sobrecarga es una causa conocida de errores y defectos. Heijunka reduce Muri.
- Resolución de Problemas Más Fácil: Un sistema estable facilita la detección de anomalías y la aplicación efectiva de las herramientas de resolución de problemas de Six Sigma (como DMAIC).
Aunque Heijunka Six Sigma no es un término combinado estándar como «Lean Six Sigma«, los principios son altamente complementarios. Heijunka crea el entorno operativo estable donde las herramientas de reducción de defectos de Six Sigma pueden ser más efectivas.
Heijunka y la Industria 4.0
Kjellsen et al., (2021) destaca que si bien los métodos tradicionales de nivelación de la producción ajustada han demostrado mejorar el rendimiento en la fabricación discreta, la industria de procesos no ha adoptado completamente los beneficios del lean manufacturing debido a su complejidad e inflexibilidad inherentes; Sin embargo, los investigadores argumentan que las tecnologías de la Industria 4.0 ofrecen un camino para superar estos desafíos.
El equipo de Kjellsen et al., (2021) desarrolló un marco conceptual que ilustra cómo el Internet de las Cosas (IoT) y el Big Data Analytics pueden recopilar información sobre las características de la industria de procesos que de otro modo impedirían la aplicación efectiva de los métodos Heijunka.
Conclusión: Logrando Flujo y Eficiencia a Través de Heijunka
Heijunka, o nivelación de la producción, es mucho más que una táctica operativa; es un enfoque estratégico para gestionar la producción que se encuentra en el corazón del pensamiento Lean. Al abordar de frente la irregularidad (Mura), crea un círculo virtuoso: las cargas de trabajo estables evitan la sobrecarga (Muri), lo que a su vez reduce drásticamente el desperdicio (Muda) en todas sus formas, particularmente la devastadora sobreproducción y el exceso de inventario.
Resumen de Conceptos y Beneficios Clave de Heijunka
- Idea Central: Suavizar el volumen y la mezcla de producción a lo largo del tiempo, a pesar de los pedidos fluctuantes de los clientes.
- Métodos: Nivelación por volumen y/o nivelación por tipo/mezcla.
- Herramienta Clave: La Caja/Tablero Heijunka utilizada con señales Kanban.
- Objetivo Principal: Eliminar Mura para reducir Muri y Muda.
- Beneficios Principales: Estabilidad, previsibilidad, inventario reducido, menores costos, tiempos de entrega más cortos, mayor flexibilidad, menos desperdicio y menor tensión sobre los recursos y proveedores.
Reflexiones Finales: ¿Es Heijunka Adecuado para Tu Organización?
Implementar Heijunka requiere compromiso, disciplina y, a menudo, mejoras fundamentales como la estabilización de procesos y la aceleración de los cambios (SMED). Sin embargo, para las organizaciones que luchan contra el caos de la demanda irregular, inventarios abultados, largos plazos de entrega y operaciones sobrecargadas, adoptar el concepto de Heijunka ofrece un camino probado hacia una mayor eficiencia, capacidad de respuesta y, en última instancia, una ventaja competitiva significativa. Al abrazar la nivelación de la producción, las empresas pueden alejarse de la lucha reactiva contra incendios y avanzar hacia un estado de flujo suave, predecible y eficiente.
Preguntas Frecuentes (FAQ) sobre Heijunka
¿Qué significa Heijunka?
Heijunka es un término japonés que se traduce aproximadamente como «nivelación» o «alisado». En el contexto de la manufactura Lean, se refiere a la práctica de nivelar el volumen y/o la mezcla de producción durante un período definido para reducir la irregularidad (Mura).
¿Cuál es el propósito principal de una caja Heijunka?
El propósito principal de una caja Heijunka (o tablero Heijunka) es proporcionar una representación visual clara del programa de producción nivelado. Utiliza filas (para productos) y columnas (para intervalos de tiempo) con tarjetas Kanban para mostrar a los trabajadores exactamente qué producir, en qué secuencia y cuándo, de acuerdo con el plan suavizado.
¿Es Heijunka lo mismo que nivelación de carga?
Sí, Heijunka es esencialmente el término japonés para nivelación de la producción o nivelación de carga (load leveling). Ambos se refieren al concepto de suavizar la carga de trabajo a lo largo del tiempo para crear un flujo de producción más constante y predecible.
¿Cómo reduce Heijunka el inventario?
Heijunka reduce el inventario de varias maneras:
- Elimina la Sobreproducción: Al producir basándose en la demanda promedio en lugar de la demanda pico, evita crear stock excesivo.
- Permite Lotes Pequeños: La nivelación por tipo permite series de producción más pequeñas, reduciendo el inventario de Trabajo en Proceso (WIP).
- Requiere Menos Buffer: Si bien a menudo se utiliza un pequeño buffer de productos terminados, suele ser mucho más pequeño que el inventario necesario en un sistema de lotes tradicional porque la producción es más predecible y receptiva.
¿Se puede aplicar Heijunka fuera de la manufactura?
Sí, los principios de Heijunka (nivelar la carga de trabajo, reducir la irregularidad) se pueden aplicar en diversos entornos no manufactureros, como:
- Desarrollo de Software: Nivelar el flujo de características o correcciones de errores a través de sprints de desarrollo.
- Atención Médica: Suavizar el flujo de pacientes a través de diferentes departamentos o programar cirugías electivas de manera más uniforme.
- Industrias de Servicios: Nivelar los horarios de citas o la dotación de personal del centro de llamadas basándose en patrones de demanda promedio.
- Gestión de Proyectos: Equilibrar la asignación de tareas entre los miembros del equipo durante la duración del proyecto.
¿Cuáles son los prerrequisitos para implementar Heijunka?
Los prerrequisitos clave a menudo incluyen:
- Procesos subyacentes relativamente estables.
- Capacidades de cambio rápido (SMED), especialmente para la nivelación por tipo.
- Procedimientos de trabajo estandarizados.
- Un sistema Kanban o pull funcional.
- Previsión de la demanda (suficientemente) precisa para el período promedio.
- Compromiso de la gerencia y capacitación de la fuerza laboral.
Referencias
Boutbagha, M., & El Abbadi, L. (2023). Heijunka-levelling customer orders: a systematic literature review. International Journal of Production Management and Engineering, 12(1), 31–41. https://doi.org/10.4995/ijpme.2024.19279
Feleafel, H., Leseure, M., & Radulovic, J. (2025). Shifting Towards Greener and More Collaborative Microgrids by Applying Lean-Heijunka Strategy. Eng, 6(4), 69. https://doi.org/10.3390/eng6040069
Gomaa, A. H. (2025). Lean 4.0: A Strategic Roadmap for Operational Excellence and Innovation in Smart Manufacturing. International Journal of Emerging Science and Engineering (IJESE), 13(4), 1-14.
Kjellsen, H.S., Ramillon, Q.J.L., Dreyer, H.C., Powell, D.J. (2021). Heijunka 4.0 – Key Enabling Technologies for Production Levelling in the Process Industry. In: Dolgui, A., Bernard, A., Lemoine, D., von Cieminski, G., Romero, D. (eds) Advances in Production Management Systems. Artificial Intelligence for Sustainable and Resilient Production Systems. APMS 2021. IFIP Advances in Information and Communication Technology, vol 630. Springer, Cham. https://doi.org/10.1007/978-3-030-85874-2_77
Korytkowski, P., Wisniewski, T., & Rymaszewski, S. (2013). Multivariate simulation analysis of production leveling (heijunka) – a case study. IFAC Proceedings Volumes, 46(9), 1554-1559. https://doi.org/10.3182/20130619-3-RU-3018.00285
Matzka, J., Di Mascolo, M. & Furmans, K. Buffer sizing of a Heijunka Kanban system. J Intell Manuf 23, 49–60 (2012). https://doi.org/10.1007/s10845-009-0317-3
Phatale, A. (2020). An essential guide to lean production tools and techniques: Enhancing efficiency and quality in manufacturing. International Journal of Science and Research, 9(11). https://doi.org/10.21275/SR24314023042
Ramekar, A. M., Muneshwar, V. D., Kute, A. S., & Choube, A. M. (2017). Concept of Heijunka. International Advanced Research Journal in Science, Engineering and Technology, 4(3), 219-223.
Rewers P, Diakun J (2021) A heijunka study for the production of standard parts included in a customized finished product. PLoS ONE 16(12): e0260515. https://doi.org/10.1371/journal.pone.0260515
Soliman, Mohammed, Heijunka: The Leveling Art of the Japanese Auto Maker (November 22, 2022). Book, ISBN# 9798215874561, Available at SSRN: https://ssrn.com/abstract=4311938
Yusuf, M. S. N., Fauzi, D. A., Solehudin, S. A., Hidayat, R., & Prastyo, Y. (2024). Implementing Heijunka Improves Production Time Efficiency at PT Toyota. Review: Journal of Multidisciplinary in Social Sciences, 1(13), 540-547.
Editor y fundador de «Innovar o Morir». Milthon es Máster en Gestión de la Ciencia y la Innovación por la Universidad Politécnica de Valencia, con diplomas de especialización en Innovación Empresarial (UPV) y Gestión de la Innovación Orientada al Mercado (UPCH-Universitat Leipzig). Cuenta con experiencia práctica en la gestión de la innovación, habiendo liderado la Unidad de Innovación en Pesca del Programa Nacional de Innovación en Pesca y Acuicultura (PNIPA) y trabajado como consultor en diagnóstico para innovación abierta y vigilancia tecnológica. Cree firmemente en el poder de la innovación y la creatividad como motores de cambio y desarrollo.





