The term Poka Yoke, which translates from Japanese as “error-proofing,” is a philosophy and technique focused on minimizing or eliminating human errors within operational processes. Originally introduced by Shigeo Shingo under the Lean Manufacturing framework, this methodology revolutionized quality management and organizational efficiency, consolidating itself today as a fundamental Lean tool to prevent or detect anomalies promptly (Peric et al., 2026).
Imagine a production line where a minor deviation triggers a cascade of issues, ranging from defective products to severe financial losses. Poka-Yoke addresses this scenario through simple, effective solutions that ensure operational success on the first attempt, which is why this method is successfully applied across diverse industries, spanning from manufacturing to the service sector (Prabowo & Aisyah, 2020).
Everyday examples of Poka-Yoke are abundant: automotive seatbelts, USB connectors with a single insertion orientation, washing machines that prevent operation if the door remains open, and text autocorrect features. In this article, we will thoroughly analyze the definition of Poka-Yoke, its historical evolution, the taxonomic classification of its types, the six essential principles for mistake-proofing, its strategic advantages, and a step-by-step implementation guide using both traditional technologies and advanced digital solutions.
Key Takeaways
- Definition and Purpose: The term Poka-Yoke means “error-proofing.” It is a quality management philosophy and technique designed to make human errors in operational processes physically impossible to commit or, failing that, so obvious that they can be corrected immediately.
- Philosophical Origin: It was created in the 1960s by the Japanese engineer Shigeo Shingo within the Toyota Production System (TPS). Shingo changed the original name from Baka-Yoke (“fool-proofing”) to Poka-Yoke to dignify operators, operating under the premise that the responsibility for errors lies in system design rather than the people.
- Hierarchy of Prevention: Quality engineering applies six structured principles in order of effectiveness to combat anomalies: Elimination (the ideal solution), Substitution, Prevention, Facilitation, Detection, and Mitigation (the last line of control).
- Cross-Functional Benefits: Its implementation directly impacts cost reduction from rework, shortens staff training times, increases global productivity, and shields brand reputation by preventing defective products from reaching the final customer.
- Sector Versatility: Although born in the automotive industry, Poka-Yoke is successfully applied in software development, warehouse management (logistics/WMS), and even the healthcare sector (Medical Mistake-Proofing) to guarantee patient safety through systems such as unit-dose packaging or electronic blood sample locking.
- Governance and Sustainability: For a Poka-Yoke device to be sustainable over time, it must be evaluated under formal design criteria and best practices. Furthermore, it requires a non-punitive corporate philosophy and the active involvement of front-line operators; devices alone do not eliminate failures without the commitment of human capital.
- Integration and Connectivity (Future 4.0/5.0): Poka-Yoke seamlessly complements methodologies like Six Sigma (the Control phase of the DMAIC cycle), the Theory of Constraints (TOC), and FMEA. With the rise of Industry 4.0 and 5.0, the method is transitioning from preventive to predictive, leveraging Artificial Intelligence, machine vision, Big Data, and digital twins.
What is Poka-Yoke? Definition and Meaning
The term Poka-Yoke (from the Japanese ポカヨケ) is a core concept in quality management that translates into English as “error-proofing,” “mistake-proofing,” or “inadvertent error avoidance.” Its etymology is composed of two essential words:
- Poka (ポカ): Refers to an “inadvertent error,” “oversight,” or “accidental mistake” that an operator or user might commit due to factors such as fatigue, distraction, or lack of familiarity with a process.
- Yokeru (避ける): Means “to avoid,” “to prevent,” or “to elude.”
Consequently, a Poka-Yoke represents any mechanism, device, software, or process design that physically, visually, or logically prevents a human error from turning into a product or service defect. Its central objective is to structure systems where a failure is physically impossible to commit or, failing that, becomes so evident that it can be rectified immediately before moving forward in the value chain.
In this regard, Lazarevic et al. (2019) define Poka-Yoke as “a control system where the occurrence of errors and their propagation toward the customer are prevented either passively or actively.” Thus, the tool mitigates operational anomalies by preventing their occurrence, correcting them, or flagging them instantly through mechanisms designed to make failure in a specific task virtually impossible.
The key to Poka-Yoke’s success lies in the early detection of deviations, the analysis of their root causes, and the implementation of solutions that minimize dependence on human infallibility (Biswas & Chakraborty, 2016).
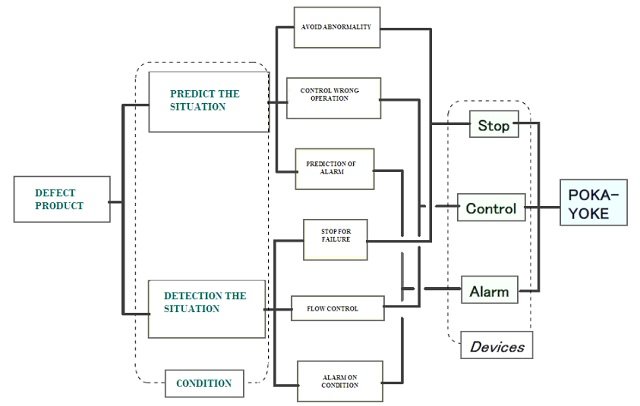
Functions of Poka-Yoke
- Warning Function: Signals that an error is about to occur or has already occurred through visual, audible, or other types of alerts. For example, a buzzer or a warning light.
- Control Function: Halts a process if an error is detected or if conditions are incorrect, preventing further progress until the error is corrected. For example, a machine that will not start if a component is not positioned correctly.
Historical Origin: Shigeo Shingo and the Toyota Spring Case
Although applied globally today in software development, logistics, and the service sector, this concept was born in the 1960s within the Japanese automotive industry. Its creator was industrial engineer Shigeo Shingo (Dalal & Cudney, 2025), one of the analytical minds behind the renowned Toyota Production System (TPS). In its infancy, Shingo termed this technique Baka-Yoke (“fool-proofing”), but later modified it to Poka-Yoke out of respect for the operators, arguing that the responsibility for mistakes lay within the system design rather than the people.
The Foundational Case of the Springs
The historical milestone that gave rise to this methodology occurred at a Toyota assembly plant. Operators had to assemble an electrical switch that required the manual insertion of two small springs. Frequently, due to the high speed of the line and the monotony of the task, workers would forget to place one of them, resulting in defective batches leaving the factory.
Instead of penalizing or pressuring the staff to increase their concentration, Shigeo Shingo redesigned the workflow through a highly effective mechanical solution:
- Step 1: He introduced a small placeholder tray before the assembly area.
- Step 2: At the beginning of each cycle, the operator was required to place two springs into the tray.
- Step 3: If a spring remained in the tray after assembling the switch, the worker instantly identified the omission.
This approach revolutionized manufacturing by demonstrating that 100% inspection does not rely on additional human inspectors, but on intelligent processes capable of self-auditing.
The 6 Structured Principles of Error Prevention
To design and implement robust, fail-safe systems, quality engineering utilizes a top-down conceptual hierarchy known as the 6 Principles of Error Prevention. This scale progresses from the ideal and most effective solution (eliminating the root cause) to the last line of control (mitigating the impact of the defect).
Elimination
This consists of completely redesigning the product or process to remove the operation, component, or phase susceptible to human error. If the error-prone task ceases to exist, the mistake becomes mathematically impossible.
- Application Case: Joining two plastic components using automated ultrasonic welding instead of manual screws, which can be lost or left loose.
Substitution (or Replacement)
This involves substituting a manual procedure—where variability and fatigue introduce quality risks—with a highly repeatable and controllable automated, robotic, or pneumatic process.
- Application Case: Replacing the manual application of adhesives with a Cartesian robotic arm that dispenses the exact amount of resin with millimeter precision.
Prevention
Modifying the physical design of the product or machinery so that an incorrect action is physically impossible to execute. The structural design itself acts as the quality filter.
- Application Case: Mobile phone SIM cards feature a diagonally cut corner. This shape physically prevents the user from inserting the card backward into the slot.
Facilitation
Making the correct action significantly simpler, more intuitive, and faster to perform than committing the error, thereby reducing the cognitive load required to execute operating standards.
- Application Case: Designing tools with asymmetric ergonomic handles that only fit the hand in the correct orientation, or color-coding cables and their respective terminals.
Detection
When it is not technically or economically viable to make the error impossible, the system must capture the anomaly immediately and automatically, halting the operational flow before the defect advances.
- Application Case: Installing a laser light curtain on a hydraulic press. If the operator breaks the light beam, the machine stops instantly to prevent die damage and protect the worker.
Mitigation
Operating under the premise that a failure may occur in extreme cases, the design focuses on building passive safety mechanisms or containment systems to minimize the severity of economic or mechanical damage.
- Application Case: Fuses on circuit boards or airbags in the automotive industry. They do not prevent the overvoltage or the crash, but they mitigate the final impact of the incident.
What is the Purpose of the Poka-Yoke System? Benefits in Industry and Logistics
The advantages of Poka-Yoke are broad and cross-functional, directly impacting quality, operational efficiency, occupational safety, and cost structures. In this regard, Prabowo and Aisyah (2020) emphasize that applying this method is critical to mitigating human error, maximizing machinery utilization and performance, and substantially reducing breakdowns and defective products. Furthermore, Araújo et al. (2026) report that adopting the Poka-Yoke methodology significantly reduces operational failures, strengthens process safety, and minimizes rework costs.
While Poka-Yoke establishes itself as an indisputable pillar of operational excellence within Total Quality Management (TQM), its implementation in real-world environments is not without challenges and strategic friction. For operations management, it is imperative to balance these undeniable benefits against systemic limitations and hidden engineering costs. The primary benefits of the system, backed by scientific literature, are presented below:
- Drastic Reduction of Defects: Designed to contain failures at the source, these mechanisms prevent deviations from turning into non-conforming products. The ultimate goal is to achieve total quality (zero defects) by correcting anomalies at their origin.
- Containment of Lean Waste: By eliminating errors and failures, the need for rework is reduced. This translates into less waste of raw materials, time, and effort, optimizing operational resources.
- Shortened Training Times: Processes designed under this philosophy become intuitive and difficult to execute incorrectly. This mitigates reliance on operator memory or critical skills, accelerating the staff learning curve.
- Industrial Safety Optimization: Devices integrate with passive safety systems to prevent accidents. By making the incorrect operation of machinery impossible, worker integrity is safeguarded (e.g., presses that will not operate unless the operator is in a safe zone).
- Global Productivity Increase: The convergence of lower error rates, shorter training, and the elimination of rework maximizes overall throughput, eliminating ambiguities and downtime.
- Stimulus for Continuous Improvement: They do not merely resolve isolated incidents; they structure permanent solutions that prevent failure recurrence, promoting a culture of constant improvement within the organization.
- Built-in Quality Control: Quality assurance merges with the workflow. Instead of relying on reactive end-of-line inspections, quality is actively built into every stage of the process.
- Brand Reputation Protection: By blocking defective units from advancing before they leave the plant, product compliance is guaranteed, raising final customer satisfaction levels.
- Total Cost of Quality Reduction: Financially, the mitigation of shrinkage, energy efficiency, and cycle time optimization converges to deliver a substantial improvement in corporate profitability margins.
In synthesis, Poka-Yoke systems constitute fundamental strategic tools to standardize processes, mitigate risks, and elevate efficiency standards across multiple industrial sectors.
Disadvantages, Limitations, and Adoption Barriers of the Method
Although Poka-Yoke is an indispensable tool for achieving the “zero defects” goal, its implementation within real-world corporate ecosystems is not without strategic challenges and hidden engineering costs.
- Cultural Resistance to Change: Plant operators or process analysts may perceive control mechanisms as a slowdown of their tasks or a lack of trust in their technical capabilities.
- Operational Impact: This creates friction within the organizational culture if the tool’s purpose is not previously aligned with the continuous improvement (Kaizen) philosophy.
- Maintenance Costs and Technological Dependency: Modern Poka-Yoke systems tied to Industry 4.0 (optical sensors, machine vision, and advanced automation) demand significant investments in hardware, software licensing, and constant calibration.
- Operational Impact: Technological sophistication increases workflow vulnerability; if a digital device loses its configuration, it can trigger unscheduled downtime across the entire production line.
- Rigidity in Variable or Creative Processes: This methodology achieves its maximum efficiency within highly standardized and repetitive environments.
- Operational Impact: In sectors where each product is customized or where the customer experience demands human flexibility and improvisation, an inflexible Poka-Yoke turns into an operational bottleneck.
- Vulnerability to System Bypassing: When a mechanism introduces excessive physical friction or inconvenience to meet tight delivery deadlines, staff often develop shortcuts to temporarily deactivate the device.
- Operational Impact: These bypassing actions completely void the effectiveness of the containment, leaving the process exposed to the very failures it was originally designed to eradicate.
Types of Poka Yoke
Poka-yoke can be classified in various ways based on their method of action and their function within the process. Here are the main types of poka-yoke according to scientific literature:
Based on the Method of Error Detection and Prevention
Contact Method
This method detects errors by verifying the physical characteristics of a product, such as its shape, size, color, or position, utilizing mechanisms in direct contact with the component to identify deviations. These are physical, mechanical, or electronic devices that detect anomalies in a part’s geometric, dimensional, or structural features through direct contact or the lack thereof.
- Operating Mechanism: Guide pins, physical stops, limit switches, or proximity and optical sensors that physically prevent a component from advancing if it is not oriented in its single, correct position.
- Industrial Example: A plastic injection mold designed with an offset pin that prevents the die from closing if a metal insert is placed upside down.
Fixed-Value Method (or Kitting)
This method applies to processes where a strictly fixed and known quantity of elements (parts, screws, supplies) must be used to complete a specific activity or batch. The system alerts the operator if the correct number of movements is not completed or if parts are missing, making it ideal when a specific number of repetitions is required.
- Operating Mechanism: Indexed storage or dispensing bins; if surplus parts remain or elements are missing at the end of the operation, the operator instantly detects the quantitative anomaly.
- Industrial Example (Kitting): In engine assembly lines, “kits” are prepared in trays containing exactly the 8 bolts, 2 gaskets, and 4 washers needed for that specific engine block. The operator lacks access to bulk boxes; if the tray is not empty at the cycle’s end, the engine is not released to the next station.
Step-Motion Method (or Sequential)
This method determines whether process operations are executed in the strict temporal and logical sequence pre-established by engineering standards. It ensures that process steps are performed in the correct order by utilizing validation systems that verify each step is completed before advancing.
- Operating Mechanism: Logic interlocks, sequential light curtains, or electronic counters that physically block the current step if previous actions have not been successfully executed.
- Industrial Example: A pneumatic torque wrench connected to a Programmable Logic Controller (PLC) that monitors the rotation count and torque of 4 bolts in a star pattern. If the operator attempts to activate the conveyor to remove the part before receiving all 4 approved torque signals, the system locks the conveyor and engages a pneumatic brake.
Based on the Function of the Poka-Yoke in the Process
- Warning Function: These poka-yokes indicate that an error is about to occur or has already occurred. They use sensory signals like lights, buzzers, visual alarms, or other cues to alert the operator to the problem. The goal is to prevent additional errors and correct existing ones.
- Control Function: These poka-yokes stop the process if an error is detected or if the conditions are incorrect. They prevent the process from continuing until the error is corrected or the required conditions are met. This method is more robust than the warning function as it ensures no further defects are generated in sequence.
It is important to highlight that poka-yoke can combine different methods and functions to enhance error prevention. The primary objective is to eliminate errors at their source to ensure quality and efficiency in processes.
Based on the Timing and Form of Application
Lazarevic et al. (2019) proposed a new classification of poka-yoke devices based on the timing and manner of their application in the workflow, summarized as follows:
- Passive Poka Yoke Devices (PPY):
These use visual or auditory warning signals to alert operators about potential errors during the process but do not prevent the errors from occurring. - Active Preventive Poka Yoke Devices (APPY):
These are used to prevent errors from occurring right at the start of the operation, ensuring that no defective products are produced. - Active Detection Poka Yoke Devices (ADPY):
These use electromechanical devices to detect defective products, preventing them from reaching customers, but corrections are still required. - Hybrid Active Preventive Poka Yoke Devices (HAPPY):
These combine passive elements (audio-visual signals) with active ones (mechanical components) to prevent errors and enhance worker efficiency. - Hybrid Active Detection Poka Yoke Devices (HADPY):
These combine passive and active elements to detect defective products.
Finally, Stadnicka y Antonelli (2024) propose a classification of poka-yoke techniques based on their function, task, goal, and effectiveness in error prevention. They use this classification to develop a Classification Chart that allows for the evaluation and prioritization of different poka-yoke techniques.
Industrial Examples of Poka-Yoke
Poka-Yoke mechanisms are applied across a wide variety of operational contexts, ranging from advanced manufacturing lines to everyday activities. These devices are characterized by being simple, cost-effective, and easy-to-implement solutions, with designs strictly focused on preventing or detecting anomalies at their source. Due to this versatility, Poka-Yoke establishes itself as a highly flexible tool capable of adapting to organizations of various scales and multiple economic sectors, from industrial production to the service industry (Araújo et al., 2026).
Below are the most significant examples of Poka-Yoke systems documented in scientific literature:
Case Studies of Poka-Yoke Success in the Automotive Industry
The automotive industry is the historical birthplace of mistake-proofing. Globally, organizations implement mechanical and digital devices to ensure quality in high-speed operational environments. The most relevant applications documented in the sector are summarized below:
| Operational Process | Implemented Technological Solution | Impact and Control Type |
| Machining and Milling | Optical positioning device. | Detects the exact placement of the part before machine startup. |
| Axle Assembly | Integrated sensors and Programmable Logic Controllers (PLCs). | Automates assembly in two-wheeled vehicles; triggers alarms upon deviations. |
| Nut Welding | Physical fixture with guide pins. | Acts as a mechanical detection mechanism to prevent incorrect welds. |
| Paint Inspection | Robots with optical sensors, smart cameras, and a PC network. | Flash system for component tracking and automated color inspection. |
| Component Molding | Mechanical pins and physical stops (Malaysia). | Restricts movement to prevent geometric errors during molding. |
| Welding Fixture | Structural alignment stops (Taiwan). | Corrects deformation of clamping fixtures within the welding arc. |
| Cylinder Variation | Digital measuring device and position indicator (India). | Controls slip tolerance by measuring wheel-to-product clearance. |
| Component Polishing | Proximity sensors on polishing machinery. | Inspects automotive axles to detect the presence or omission of holes. |
| Pallet Manufacturing | Physical interlocking Poka-Yoke mechanism. | Blocks process continuity if transport components are misaligned. |
Interdiction Methodology in Quality Control
Bălan and Janță (2019) present a structured methodology for applying Poka-Yoke tools to critical quality failures within the automotive supply chain. Through a qualitative analysis of manufacturing operations, the authors propose designing an interdiction device. This system acts as an absolute filter: it physically halts and prevents the continuity of the operation at the workstation the exact microsecond a non-conforming unit is detected.
Applications of Poka-Yoke in Logistics and Assembly
Beyond the core of component manufacturing, mistake-proofing successfully extends into supply chain management and complex assembly processes, minimizing operational variability:
- Assembly Processes: Integration of smart workstations guided by Programmable Logic Controllers (PLCs). Control Mechanism: These Poka-Yoke devices interactively assist the operator during sequential assembly, utilizing presence sensors and light curtains that prevent advancing to the next step if a previous component has not been correctly fastened.
- Logistics Management: Implementation of wireless scanning devices and Radio Frequency Identification (RFID) terminals integrated with the Warehouse Management System (WMS). Control Mechanism: The system automatically interrupts and halts the dispatch workflow the exact microsecond an incorrect shipping code or SKU selection is detected, completely eradicating human error in order picking.
Poka-Yoke Mechanisms in the Healthcare Sector
Within healthcare delivery systems, the transfer of mistake-proofing methodologies is critical, as operational deviations not only generate financial losses but also directly compromise patient safety. The most significant applications are detailed below:
- Hospital Mobility and Ergonomics: Incorporation of automatic gravity- or proximity-actuated brakes on wheelchairs and clinical stretchers. Control Mechanism: Brakes engage autonomously the exact moment the caregiver releases the transport handle or the patient attempts to stand up, physically preventing accidental falls.
- Medication Administration: Implementation of factory-prefilled syringes and unit-dose blister packaging systems. Control Mechanism: These designs eliminate the need for manual dosing by nursing staff, passively preventing critical errors stemming from overdoses or drug mix-ups.
- Blood Transfusion Safety: Integration of electronic locking systems for blood bags linked to barcodes or QR codes. Control Mechanism: The specimen container unlocks only if the patient’s identification wristband code matches the system records exactly, eradicating compatibility failures.
These examples illustrate the versatility of Poka-Yoke devices and how they can be adapted to distinct contexts to enhance operational quality and workplace safety. Poka-Yoke devices are characterized by being simple, cost-effective, and easy to deploy, focusing strictly on preventing or detecting errors at their source.
Comparative Table: Poka-Yoke Applications in Everyday Life vs. Industrial Environments
To demystify the concept, it is highly enriching to observe how we interact daily with Poka-Yoke systems designed by UX and product engineers, and how these systems mirror the logic of complex implementations within automated manufacturing plants.
| Element / Process | Everyday Life Application | Industrial / Logistics Application | Underlying Poka-Yoke Logic |
| Digital Interfaces | The “Send” button in an email client (such as Gmail) is disabled if it detects the word “attached” in the body text but no file is uploaded, displaying a warning pop-up message. | An ERP / WMS system blocks the option to print the final billing label if the “Net Weight Confirmed by Scale” field deviates by more than 2% from the standard theoretical weight. | Software Poka-Yoke (Step-Motion): Algorithmic and conditional validation of critical operational variables before releasing an irreversible action. |
| Connector and Wiring Design | USB Type-C or HDMI connectors. USB-C is symmetrical by design, eliminating frustration and physical damage from upside-down insertion. HDMI features an asymmetrical trapezoidal shape. | Quick-connect pneumatic and hydraulic couplings with differentiated diameters and thread pitches for oxygen, nitrogen, and compressed air lines in chemical plants. | Contact Method (Prevention by Shape): Adaptive geometric design that makes erroneous or cross-interconnection of fluids/data physically impossible. |
| Operational Safety | A microwave oven immediately halts electromagnetic wave emission and shuts off the magnetron if the user opens the door mid-heating cycle. | A robotic welding cell completely halts the robotic arm’s movements if an operator opens the perimeter safety cage door (electromechanical interlock). | Sequential Method (Interlocking): Instantaneous cutoff of power supply or operational signals upon violation of a containment safety condition. |
| Transmission Control | In modern automatic transmission vehicles, the electronic system prevents the engine from starting unless the gear shifter is strictly in the Park (P) or Neutral (N) position. | A robotic depalletizing arm locks up if optical light curtains detect that the incoming wooden pallet is misaligned with the conveyor’s geometric center. | Step-Motion Method: Mechanical-electronic conditioning that mandates an unalterable, safe initial state before permitting cycle startup. |
| Logistics and Supply Management | Automated Teller Machines (ATMs) are programmed to physically return the debit/credit card to the user before dispensing cash. | Pick-to-Light or Put-to-Light storage systems on dynamic racks, where automated physical gates open exclusively in front of the container for the correct SKU to be fulfilled. | Facilitation and Concrete Information: Restructuring the sequence of actions to nullify common oversights caused by distraction or automated habits. |
How to Implement Poka-Yoke Step-by-Step in Your Company
Implementing a Poka-Yoke system is a process that requires analysis, creativity, and a systematic approach to identify and prevent errors. The following are the key steps and considerations for effectively deploying a Poka-Yoke system:
Diagnostic Phase: Process Analysis
The effective implementation of a fail-safe mechanism demands a deep diagnosis of current workflows. This stage is divided into two critical actions:
- Modeling Through Flowcharts: The initial step consists of holistically understanding the process to be optimized. To achieve this, it is indispensable to design or audit a detailed flowchart to map each sequential operation and expose its potential vulnerabilities.
- Mapping Critical Error Points (CEPs): This involves meticulously examining each operational stage to determine where and when human failures are most likely to occur. Analysis must be prioritized for tasks that rely strictly on operator memory, expertise, or attention, as well as handover zones between workstations and deviations capable of triggering a cascade effect in subsequent phases.
Investigation Phase: Root Cause Identification
- Determination of failure origin: Once the critical error points are isolated, it is indispensable to investigate the root cause of each potential deviation. This methodological step is fundamental to designing engineering solutions that directly address the source of the problem, eradicating the defect and permanently preventing its recurrence within the operational workflow.
Strategic Phase: Selection of the Poka-Yoke Methodology
For each potential deviation isolated during the diagnosis, operations management must evaluate alternative quality engineering options. Selection is governed by a top-down hierarchy, prioritizing proactive, absolute containment solutions before resorting to reactive mitigation systems.
Proactive Prevention Strategies (High Effectiveness)
These represent the ideal scenario in process engineering, as they act before the anomaly materializes:
- Elimination: Consists of eradicating the error-prone stage at its root through a comprehensive redesign of the product or the workflow.
- Replacement (Substitution): Substitutes manual human intervention with an automated or robotic procedure that is inherently infallible.
- Facilitation: Structures the operating environment so that executing the correct action is significantly simpler and more intuitive than making a mistake.
Reactive Detection and Mitigation Strategies (Containment Control)
These are implemented when the physical elimination of risk is not technically or economically viable, aiming to capture the deviation before it advances down the value chain:
- Inspection Methods: Deployment of successive audits, workstation self-inspection, or source inspection to identify non-conformities immediately.
- Setting Functions: Use of contact variables, fixed values, or step-motion sequences to validate the dimensions, attributes, and parameters of the component.
- Regulatory Functions: Visual or audible alert systems (warning functions such as alarms and lights) or autonomous interruption mechanisms (control functions that halt the line) to signal the failure.
Engineering Phase: System Design and Implementation
Once the conceptual strategy is defined, the physical and logical execution of the mechanism is carried out on the shop floor. This crucial phase is grounded in the following operational pillars:
- Selection of the Ideal Device: This involves matching the critical deviation with the most efficient Poka-Yoke typology according to quality engineering:
- Contact Method: Use of physical guides, locating pins, proximity sensors, or systems that geometrically validate the physical features of the component.
- Fixed-Value Method: Integration of automatic counters or control systems that ensure a strict, exact number of repeatable actions.
- Step-Motion Method: Deployment of dynamic checklists or digital interfaces that guide the operator through the precise process sequence.
- Development of Simple, Cost-Effective Designs: Poka-Yoke devices must be governed by simplicity, low cost, and ease of maintenance. Their design must be an intrinsic part of the workstation, located as close to the error source as possible to provide real-time feedback.
- Synergistic Integration into the Workflow: Mechanisms must be incorporated organically, ensuring their presence does not introduce unnecessary operational complexity, but rather transforms the standard into an intuitive, agile task to execute correctly.
- Fostering Low-Cost Innovation (Lean Creativity): Developing ingenious solutions that shield the process without demanding major capital investments, as error-proofing engineering constitutes both a technical science and a creative art.
Validation Phase: Evaluation, Testing, and Adjustments
The deployment of a fail-safe mechanism does not conclude with its installation; it demands a rigorous quantitative and qualitative validation stage based on the following criteria:
Audit of Devices and Methods
In this regard, Saurin et al. (2012) proposed a methodological framework to evaluate Poka-Yoke devices (PDs) that centers on design, operation, and maintenance processes, rather than focusing solely on reactive outcomes. This model comprehensively encompasses both quality-control-oriented systems and those designed to mitigate occupational health and safety (OHS) risks.
The essential characteristics that shield a fail-safe design are classified into two matrices of technical attributes:
Design Attributes and Fail-Safe (FS) Characteristics
| Code | Critical Attribute | Operational Description |
| FS1 | Dual function | Integrates both a line control mechanism and a highly visible warning function. |
| FS2 | Source inspection | Actively used as an autonomous means of control at the origin of the deviation. |
| FS3 | 100% Coverage | Ensures 100% inspection of parts across all models running through the workflow. |
| FS4 | Operator autonomy | Operation is intrinsic; it demands no extra action or effort from the worker. |
| FS5 | Operational safety | The Poka-Yoke design introduces no new opportunities for inadvertent staff failures. |
| FS6 | Ergonomics and safety | The device safeguards the physical integrity and health of employees under all conditions. |
| FS7 | Scheduled calibration | The maintenance plan stipulates strict deadlines for its periodic calibration or replacement. |
| FS8 | Startup test | Establishes the mandatory execution of an efficacy trial at the start of each work shift. |
Best Practices (BP) for Implementation and Management.
| Code | Management Practice | Organizational Sustainability Requirement |
| BP1 | Objective criteria | The company possesses formal parameters to prioritize operations for Poka-Yoke deployment. |
| BP2 | Return on investment | Prior cost-benefit quantitative evaluation in the design phase; full-scale performance must match projections. |
| BP3 | Cross-functional design | The mechanism is co-designed in formal sessions by teams comprising quality, maintenance, and front-line operators. |
| BP4 | Technical documentation | Immediate availability of the standardized work instruction at the operating station itself. |
| BP5 | Segregation area | Visible and bounded space near the workstation to store and analyze identified defective parts. |
| BP6 | Visual management | Use of standardized visual aids (signs or alerts) that signal the active presence of the Poka-Yoke. |
| BP7 | Historical traceability | Rigorous and consolidated records of preventive and corrective maintenance applied to the device. |
System Testing Protocol
Once the Poka-Yoke is integrated into the line, it is fundamental to subject it to pilot testing and failure simulations under controlled conditions. This experimental phase allows teams to observe if the mechanism responds with the expected speed and evaluate its actual effectiveness in reducing non-conforming units, allowing for necessary engineering adjustments before final release.
Sustainability Phase: Monitoring and Continuous Improvement
Stabilizing a fail-safe mechanism requires structured, long-term governance. This consolidation stage is grounded in two operational pillars:
- Standardization and Constant Evolution (Kaizen): Process shielding is not a static event, but a perpetual cycle. Installed devices must be audited, maintained, and optimized to ensure their adaptability to product design modifications, demand shifts, or the identification of new improvement opportunities.
- Auditing and Effectiveness Measurement: Systematically tracking Key Performance Indicators (KPIs) is indispensable. The continuous analysis of metrics such as error rates, product quality indices, and Overall Equipment Effectiveness (OEE) allows organizations to quantify the actual impact and success of the implemented Poka-Yoke system.
Key Factors for the Successful Implementation of a Poka-Yoke System
The successful deployment of mistake-proofing relies not solely on engineering design, but on a multidimensional synergy within the organization. James et al. (2025) identified five categories of critical factors that determine the effectiveness of these systems: management factors (MF), employee factors (EF), system evaluation factors (SEF), strategic factors (SF), and knowledge factors (KF).
In this regard, the study by Araújo et al. (2026) determined that technical devices alone do not guarantee the absolute elimination of failures, especially in manual tasks or operational stages with a high degree of variability. For a Poka Yoke mechanism to function correctly, it is indispensable to strengthen awareness, continuous training, and the active commitment of human capital.
Cultural Pillars for System Sustainability
- Collaborative Governance and Operational Inclusion: Systematically gathering key stakeholders involved in the workflow—including front-line operators and Lean Manufacturing specialists—to collectively discuss, map, and diagnose process optimization opportunities.
- Non-Punitive Corporate Philosophy: Instead of penalizing or holding staff accountable for deviations, management must direct its efforts toward co-designing systemic solutions that prevent anomalies through process reengineering.
- Standardization, Training, and Communication: It is fundamental to instruct employees on the technical use and strategic purpose of the deployed mechanisms, ensuring agile communication channels that transparently diffuse any updates or improvements on the line.
Through these pillars, organizations successfully consolidate high-impact Poka-Yoke systems that reduce error margins, elevate quality indices, maximize efficiency, and build safe working environments. The ultimate goal is to structure operational flows that are as robust and infallible as possible, leveraging industrial creativity and innovation to make continuous improvement a sustainable organizational habit.
The Continuous Improvement Ecosystem: Connection with Lean, Six Sigma, and the Theory of Constraints (TOC)
Poka-Yoke in Lean Manufacturing
Within the Lean Management philosophy, defects constitute the ultimate waste because they trigger rework, overproduction, and unnecessary logistical movements. Poka-Yoke establishes itself as the ideal operational tool to achieve Jidoka (autonomation, or automation with a human touch).
Moreover, the implementation of these mechanisms is usually the direct result of a Kaizen event; when a multidisciplinary team deploys to the Gemba to resolve a recurring anomaly, the Poka-Yoke stands as the standardized physical device that permanently blocks any return to old, inefficient habits.
As an essential pillar of Lean Manufacturing, this methodology seeks to eliminate waste and optimize operational flows, recognizing that human nature is prone to failure due to factors like fatigue, distraction, or lack of familiarity with the task. In this regard, Husár et al. (2023) demonstrated how the convergence of Lean production tools and the Poka-Yoke method effectively drives the development of Smart Manufacturing enterprises.
Core System Principles
- Prevention Over Correction: The priority focus is to contain deviations before they materialize, minimizing negative impacts on the value chain.
- Simplicity in Design: Engineering solutions must be characterized by being intuitive, cost-effective, and easy to implement.
Mitigation of Lean Wastes
Poka-Yoke aligns with Lean strategy by directly suppressing defects, rework, and downtime—three of the most costly wastes on production lines. A classic example of this synergy is the design of asymmetrical electrical connectors that only fit in a single orientation, completely eradicating assembly failures at the source.
Poka-Yoke and its Relationship with Six Sigma
The Poka-Yoke system establishes itself as an engineering tool that synergistically complements the Six Sigma methodology, whose core purpose is to minimize variability and eradicate defects within operational workflows. As a management strategy, Six Sigma utilizes a rigorous statistical approach oriented toward reducing process deviations to reach an excellence standard of 3.4 defects per million opportunities (DPMO).
While Six Sigma deploys highly complex statistical tools—such as hypothesis testing, ANOVA, and Statistical Process Control (SPC)—to isolate sources of variation during the Analyze and Improve phases, Poka-Yoke becomes the most robust containment mechanism within the Control stage of the DMAIC (Define, Measure, Analyze, Improve, and Control) cycle. The deployment of an error-proofing device deterministically blocks human variability, definitively stabilizing line throughput without relying exclusively on operational discipline or continuous statistical audits by staff.
Strategic Integration Mechanisms
The convergence of both methodologies structures one of the most powerful alliances for quality assurance across all organizational levels, operating under the following dynamic:
- Operational Containment (Poka-Yoke): Designs and implements highly practical physical, mechanical, or logical solutions to block failures directly at the source and prevent them from turning into non-conforming products.
- Analytical Diagnosis (Six Sigma): Utilizes data mining, advanced statistical analysis, and technical mapping to identify the trouble areas and root causes of deviations with scientific precision.
Operational Synergy: Poka Yoke and FMEA
The Poka-Yoke system and Failure Mode and Effects Analysis (FMEA) establish themselves as complementary methodological tools. When synergistically integrated, both disciplines significantly enhance product quality and process stability by eradicating errors and non-conforming units (Puvanasvaran et al., 2014). In this regard, incorporating Poka-Yoke principles into the FMEA design precisely guides engineers toward selecting ideal corrective actions and control mechanisms for each potential deviation.
While FMEA allows operations to predict, evaluate, and mitigate operational risks through preventive controls or advanced detection methods, Poka-Yoke focuses strictly on the immediate capture and rectification of failures at the source, absolutely preventing a human mistake from turning into a defect.
Strategic Synergy: Poka-Yoke and the Theory of Constraints (TOC)
While Lean Manufacturing targets the systematic eradication of waste, the Theory of Constraints (TOC) posits that the throughput of any business system is restricted by a highly limited number of operational bottlenecks or constraints.
Integrating Poka-Yoke mechanisms within the strategic framework of TOC is critical due to a fundamental economic premise: an error committed at a constraint process directly drains the billing capacity and performance of the entire enterprise. Consequently, deploying error-proofing solutions immediately before that bottleneck ensures that the limiting operation exclusively processes 100% conforming units, thereby shielding the overall throughput of the business.
The Future of Poka-Yoke: Automation and Industry 5.0
With the advancement of automation and Artificial Intelligence (AI), the Poka-Yoke system is evolving toward considerably more sophisticated logical architectures. In this regard, Żywiołek et al. (2026) state that, thanks to the integration of disruptive technologies such as Artificial Intelligence (AI), Machine Learning, and the Internet of Things (IoT), Poka Yoke is transitioning from a merely reactive or preventive method into a fully predictive approach. This digital transformation materializes through the deployment of three technological pillars:
- Advanced IoT Sensors: Interconnected devices that monitor and audit process variables in real time.
- Machine Vision Systems: Optical solutions designed to detect deviations with millimeter precision. Within this scope, Martinelli et al. (2022) implemented an intelligent vision-based Poka-Yoke system that proved to be an effective, low-cost alternative for eradicating assembly errors, thereby maximizing productivity and final product quality.
- Predictive Analytics Platforms: Algorithmic systems that anticipate operational anomalies before they manifest on the production line.
In line with this evolution, Lv et al. (2022) addressed equipment failure management through Poka Yoke engineering, designing a fault identification and isolation algorithm based on active learning and digital twins. Concurrently, Widjajanto et al. (2020) and Wolniak (2024) highlight that the Poka-Yoke method and Industry 4.0 mutually complement each other, as digitalization provides next-generation tools that maximize error-prevention effectiveness.
Furthermore, Pongboonchai et al. (2025) concluded that, unlike traditional applications—which are typically mechanical, reactive, or governed by rigid rules—Poka-Yoke 4.0 leverages machine Big Data and predictive analytics to proactively suppress lean waste and rework. Finally, Żywiołek et al. (2026) emphasize that deploying these intelligent systems within Industry 5.0 environments directly reduces defects, strengthens product reliability, and supports the consolidation of sustainable, efficient, and human-centric production ecosystems.
Conclusion: The Path to Zero Defects
The Poka-Yoke system transcends the definition of a simple failure-containment technique; it establishes itself as a strategic philosophy that actively promotes operational excellence and a fundamental respect for human capital. By systematically deploying this methodology, organizations not only shield their workflows but also scale toward superior standards of total quality, maximize industrial productivity, and cement final customer loyalty.
In a hyper-competitive and automated global environment, the core question for senior leadership is clear: Is your organization prepared to integrate Poka-Yoke engineering into its key processes? The strategic and financial returns demonstrate that the effort is well worth it.
Frequently Asked Questions (FAQ) about Poka-Yoke
What is the origin of the word Poka-Yoke?
The term originates from the Japanese words Poka (inadvertent error or oversight) and Yokeru (to avoid or prevent). It was officially coined by industrial engineer Shigeo Shingo in the 1960s during his consulting and development work for the Toyota Production System, replacing the original term Baka-Yoke because he considered it offensive and disrespectful toward front-line factory personnel.
What is the exact difference between Poka-Yoke and Kaizen?
Kaizen is a broad, culture-driven business management philosophy of Japanese origin focused on the “continuous and incremental improvement of processes” by engaging all organizational levels through daily, small steps. Conversely, Poka-Yoke is a specific technical, physical, mechanical, or digital tool typically deployed within a Kaizen framework to standardize a solution and permanently shield a process against human errors.
What are the three classic types of Poka-Yoke designed by Shigeo Shingo?
In traditional manufacturing literature, Shigeo Shingo classified Poka-Yokes into three fundamental types based on their detection method:
– Contact Method: Physical devices or mechanical sensors that verify a component’s geometry, shape, presence, or correct orientation.
– Fixed-Value Method: Mechanisms that quantitatively validate whether an exact, pre-established number of parts has been used for a specific batch or assembly.
– Step-Motion Method: Sequential or time-based systems ensuring that tasks are executed exclusively in the correct logical order determined by engineering standards.
Does a Poka-Yoke always require expensive automated technology?
No. The true essence and original elegance of Poka-Yoke lie in its simplicity and low economic cost. Many of the most effective solutions in the industrial world are purely mechanical or visual, such as asymmetrical guide pins, physical metal stops, bright color-coding for components, or pre-indexed plastic trays for parts kitting. Advanced technology (laser sensors, machine vision, IoT) is implemented only in highly dynamic, automated processes, or where volume and product variability financially justify it.
What is a warning Poka-Yoke, and how does it differ from a control Poka-Yoke?
A warning (or informational) Poka-Yoke emits a visual, audible, or luminous signal—such as a buzzer, a flashing light, or an on-screen message—to immediately notify the operator that an anomaly has occurred, but it does not physically halt the machinery or block the process flow, relying instead on the human to respond to the stimulus. In contrast, a control Poka-Yoke actively intervenes by cutting off the power source, engaging mechanical brakes, or inflexibly disabling the software, fundamentally preventing the part from advancing down the line until the fault is physically rectified.
Six Sigma aims to reduce statistical process variability to an operational excellence threshold of 3.4 defects per million opportunities (DPMO) through the DMAIC (Define, Measure, Analyze, Improve, Control) cycle. Poka-Yoke serves as the most powerful and definitive tool in the Control (C) phase of DMAIC; by establishing a physical or logical barrier that eliminates human error, it freezes and stabilizes process improvements over the long term, rendering continuous statistical audits unnecessary.
What are the primary barriers to implementing Poka-Yoke in a company?
Critical barriers include cultural resistance to change from veteran operators if the device proves ergonomically uncomfortable or reduces their work speed to meet daily quotas. Another major hurdle is the lack of a deep root-cause analysis on the Gemba, which leads engineers to design ineffective Poka-Yokes that target the symptom rather than the actual cause. Finally, hidden maintenance costs present a significant challenge, as poorly calibrated or dirty sensors trigger frustrating and unjustified false positives that halt plant operations.
What is Kitting or Grouped Poka-Yoke?
It is an advanced variant of the fixed-value method widely utilized in internal logistics, aerospace, and automotive manufacturing. It consists of pre-arranging specific trays, carts, or bins with the exact and ordered quantities of components required to assemble a single subassembly. The final assembly operator does not have access to massive boxes of screws or bulk parts; if a single item remains in the kit tray upon completing the order, they have instant mathematical evidence that a failure by omission has occurred.
What is the first step in designing an effective Poka-Yoke?
The initial and unavoidable step is to go to the actual site of operation (Gemba) and conduct a detailed root-cause analysis of the human error using quality tools like the 5 Whys or the Ishikawa Diagram. An effective preventive mechanism cannot be designed from an office desk; it is mandatory to understand the exact ergonomic, visual, and cognitive interaction the worker experiences during the faulty process to identify precisely where to break the causal link between the inadvertent error and the final defect.
References
Araújo, C. T. de, Silva, E. S., Bittencourt, R. E., & Oliveira, J. M. de. (2026). Aplicação de Dispositivo Poka Yoke para Redução de Modos de Falhas no Processo. Revista Do Encontro De Gestão E Tecnologia, 3(2), e321640 . https://doi.org/10.5281/zenodo.19116093
Bălan, E., & JanŃă, L. M. (2019). SOLVING QUALITY PROBLEMS WITH THE POKA-YOKE TOOL ASSISTANCE. CASE STUDY. Annals of the Academy of Romanian Scientists Series on Engineering Sciences, 11(1), 5.
Biswas, A. C., & Chakraborty, A. (2016). Using Poka-Yoke for the development of SMEs. American Journal of Engineering Research (AJER), 5(9), 15-18.
Dalal, A., & Cudney, E. A. 2025. Poka-Yoke-AI. In Lean-AI (pp. 95-108). CRC Press.
James, A. T., Kumar, G., Goyal, M., & Prakash, P. (2025). Development of a framework for Poka-Yoke system performance assessment during the service design for attaining leanness. International Journal of Lean Six Sigma. https://doi.org/10.1108/IJLSS-04-2024-0081
Husár, J., Hrehova, S., Trojanowski, P., Wojciechowski, S., Kolos, V. (2023). Perspectives of Lean Management Using the Poka Yoke Method. In: Ivanov, V., Trojanowska, J., Pavlenko, I., Rauch, E., Pitel, J. (eds) Advances in Design, Simulation and Manufacturing VI. DSMIE 2023. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-32767-4_12
Lazarevic, M., Mandic, J., Sremcev, N., Vukelic, D., & Debevec, M. (2019). A systematic literature review of Poka-Yoke and novel approach to theoretical aspects. Strojniski Vestnik/Journal of Mechanical Engineering, 65(7-8), 454-467.
Lv, Z., Guo, J., & Lv, H. (2022). Safety poka yoke in zero-defect manufacturing based on digital twins. IEEE transactions on industrial informatics, 19(2), 1176-1184.
Martinelli, M., Lippi, M., & Gamberini, R. (2022). Poka Yoke Meets Deep Learning: A Proof of Concept for an Assembly Line Application. Applied Sciences, 12(21), 11071. https://doi.org/10.3390/app122111071
Peric, J., Lazarevic, M., Cep, R. et al. Improving Poka-Yoke thinking: A comparative analysis and proposal of a novel classification model. Int J Adv Manuf Technol (2026). https://doi.org/10.1007/s00170-026-18161-y
Pongboonchai-Empl, T., Antony, J., Neustock, J., Stemann, D., Komkowski, T., & Sony, M. (2025). DMAIC 4.0 in Action: introducing MSA 4.0 and Poka Yoke 4.0. International Journal of Computer Integrated Manufacturing, 1–21. https://doi.org/10.1080/0951192X.2025.2599558
Prabowo, R. F., & Aisyah, S. (2020). Poka-Yoke Method Implementation in Industries: A Systematic. IJIEM (Indonesian Journal of Industrial Engineering & Management) Vol 1 No 1 February 2020, 12-24
Puvanasvaran, A. P., Jamibollah, N., & Norazlin, N. (2014). Integration of poka yoke into process failure mode and effect analysis: A case study. American Journal of Applied Sciences, 11(8), 1332.
Saurin, T. A., Ribeiro, J. L. D., & Vidor, G. (2012). A framework for assessing poka-yoke devices. Journal of Manufacturing Systems, 31(3), 358-366. https://doi.org/10.1016/j.jmsy.2012.04.001
Stadnicka, D., & Antonelli, D. (2024). Classification Graph of Poka-Yoke Techniques for Industrial Applications: Assembly Process Case Studies Effectiveness Evaluation. Technologia i Automatyzacja Montazu (Assembly Techniques and Technologies), 124(2), 18-28.
Widjajanto, S., Purba, H. H., & Jaqin, S. C. (2020). Novel POKA-YOKE approaching toward industry-4.0: A literature review. Operational Research in Engineering Sciences: Theory and Applications, 3(3), 65–83. https://doi.org/10.31181/oresta20303065w
Wolniak, R. (2024). The usage of Poka-Yoka in industry 4.0 conditions. Zeszyty Naukowe. Organizacja i Zarzadzanie/Politechnika Slaska.
Żywiołek, J., Santos, G., Khan, M. A., Ahmad, G., & Štverková, H. (2026). Enhancing quality assurance through autonomous poka-yoke systems in industry 5.0 environments. International Journal for Quality Research, 20(1), 77–88. https://doi.org/10.24874/IJQR20.01-05
Editor and founder of “Innovar o Morir” (‘Innovate or Die’). Milthon holds a Master’s degree in Science and Innovation Management from the Polytechnic University of Valencia, with postgraduate diplomas in Business Innovation (UPV) and Market-Oriented Innovation Management (UPCH-Universitat Leipzig). He has practical experience in innovation management, having led the Fisheries Innovation Unit of the National Program for Innovation in Fisheries and Aquaculture (PNIPA) and worked as a consultant on open innovation diagnostics and technology watch. He firmly believes in the power of innovation and creativity as drivers of change and development.