TIMWOODS is the foundational mnemonic acronym in Lean Manufacturing used to identify and eradicate the eight operational inefficiencies (Muda) that consume resources without adding value for the end customer. The purpose of this methodology is to optimize internal processes to maximize productivity, profitability, and service quality.
The Lean philosophy centers on systematically detecting any dispensable element from the consumer’s perspective. Within this ecosystem, TIMWOODS emerges as a technical tool engineered to classify, diagnose, and root out bottlenecks within any value stream.
Comprehending the meaning of this acronym, mapping its components, and executing tactical countermeasures is the first step toward radically transforming organizational efficiency. Below, we analyze its impact with real-world examples of successful implementation.
Key Points
- Methodological Evolution: The TIMWOODS matrix has transcended its origins in traditional automotive manufacturing to establish itself as a universal continuous improvement framework, successfully applied in healthcare management, off-site manufacturing (OSM), distributed engineering, and the agribusiness sector.
- Technological Synergy: Integrating Lean methodologies with Industry 4.0 technologies (such as IoT, Artificial Intelligence, BIM, and cyber-physical systems) transforms traditional waste diagnosis into an automated system featuring real-time traceability and predictive analytical capabilities.
- The Ninth Waste: Scientific literature highlights that resistance to change, internal politics, and the lack of a strategic cultural transition plan act as critical barriers that can neutralize the benefits of operational optimization.
- Leadership and Empowerment: The sustainable success of TIMWOODS depends on visible executive sponsorship that mitigates “power distance” in vertical structures, empowering frontline personnel to resolve inefficiencies from the bottom up.
- Capital Constraints: Although eradicating muda generates direct cost savings, SMEs face the financial challenge of justifying the return on investment (ROI) against the initial capital expenditure imposed by digitalization and structural transformations.
- Sociotechnical Focus: As digitalization advances, organizations must prioritize the human factor, ensuring technology serves as a supporting tool without displacing the judgment and expertise of operational staff.
- Robust Integration: The TIMWOODS matrix achieves its maximum strategic impact when executed in synergy with other process engineering frameworks, such as DMAIC, Value Stream Mapping (VSM), Root Cause Analysis (RCA), and Kaizen event deployment.
What is the TIMWOODS methodology in Lean Manufacturing?
To comprehend the impact and scope of TIMWOODS, it is first necessary to precisely define what constitutes ‘waste’ or muda (the original Japanese term within the Lean ecosystem). Waste is any activity, process, or consumption of resources that incurs costs for the enterprise without adding value to the product or service for which the customer is willing to pay.
In this regard, Brütting et al. (2026) report that the TIMWOODS matrix is a key tool for identifying and reducing process inefficiencies, particularly in areas of high complexity and multiple interfaces.
This methodology enables operations leaders, process engineers, and Lean Six Sigma specialists to bring to light those hidden inefficiencies that typically blend into the daily routine. By standardizing waste classification into eight distinct categories, companies establish a common language. This facilitates rapid diagnosis during operational audits, streamlines the design of continuous improvement plans (Kaizen), and prevents suboptimization—a common phenomenon where improving an isolated department ends up undermining the global performance of the system.
History and Origin: From Toyota’s 7 Wastes to the 8-Waste Model
The origin of the TIMWOODS concept traces back to the Lean Manufacturing philosophy developed by the Toyota Corporation in Japan during the 1970s and 1980s as a foundational pillar of the Toyota Production System (TPS) (Jain & Jha, 2022). Originally, this model focused on seven classic forms of waste or muda categorized by Taiichi Ohno—the chief engineer considered the father of TPS—which included Transport, Inventory, Motion, Waiting, Overproduction, Overprocessing, and Defects (Faridzi, 2023).
As the methodology expanded outside automotive plants during the 1990s and early 21st century, experts integrated a critical eighth waste: the underutilization of human talent or untapped skills (Skills) (Jain & Jha, 2022; Mofolasayoa et al., 2022; Hämäläinen, 2026). This evolution marked a milestone by recognizing that ignoring the creativity and intellectual potential of frontline personnel constitutes an organization’s most costly loss, expanding the modern framework toward variations like TIMWOODS + EP by incorporating Energy and corporate Politics (Mofolasayoa et al., 2022).
Waste Model Evolution
| Era / Model | Creator / Context | Primary Focus | Wastes Covered |
| TIMWOOD (Original) | Taiichi Ohno (TPS System) | Physical flows and industrial shop-floor optimization. | 7 classic wastes (From transportation to defects). |
| TIMWOODS (Modern) | Western Adoption (1990s) | Intellectual capital, continuous improvement, and culture. | 8 wastes (Incorporates talent management). |
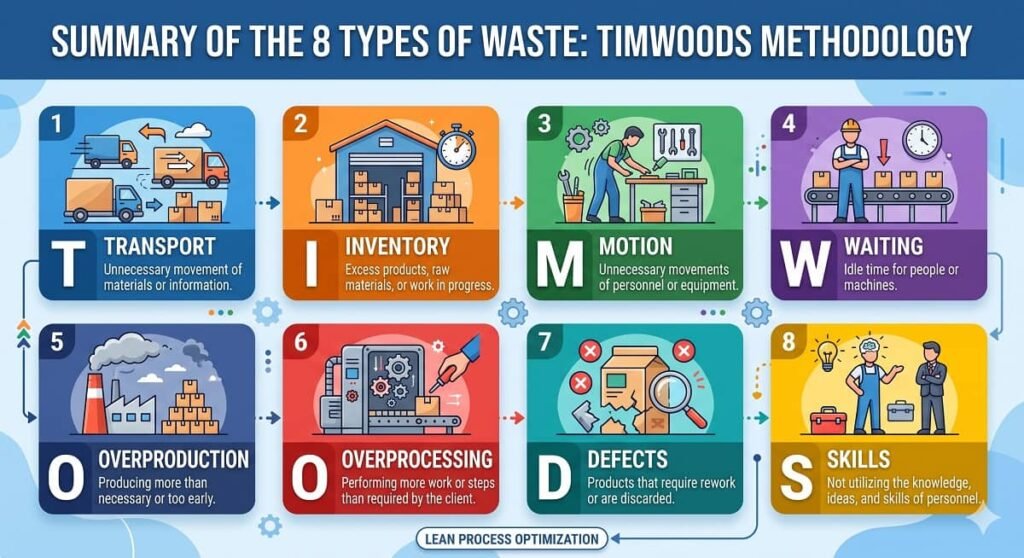
What Are the 8 Lean Wastes? Breaking Down the TIMWOODS Acronym
As previously anticipated, the eight Lean wastes defined by the acronym TIMWOODS correspond to: Transportation, Inventory, Motion, Waiting, Overproduction, Overprocessing, Defects, and Untapped Skills. Their rigorous identification is paramount to executing audits aimed at the systematic reduction of costs and cycle times. To implement this tool with technical and professional rigor, it is imperative to dissect each component of the matrix, analyzing its root causes, operational manifestations, and direct impact on business profitability.
T – Transportation
Transportation waste refers to the unnecessary physical movement of materials, tools, raw materials, work-in-progress (WIP), or finished products. It is fundamental to understand that movement does not transform the product or add value; for instance, a steel bearing does not improve its mechanical properties or utility simply by being moved by a forklift down a three-hundred-meter aisle.
- Primary Causes: Inefficient plant designs (poor layouts), geographically distant departmental silos, fragmented workflows, and excessively large production batches that force the transfer of goods into temporary storage.
- Negative Impact: Excessive transportation increases operational costs due to fuel consumption and wear and tear on handling equipment. Furthermore, each additional movement exponentially elevates the risk of the material sustaining structural damage, scratches, or loss, generating direct financial losses
I – Inventory
This waste category encompasses any accumulation of excess materials that strictly exceeds what is necessary to satisfy immediate demand or to guarantee production flow continuity. Inventory spans three critical states: raw materials accumulated at the receiving dock, work-in-progress (WIP) bottlenecked between workstations, and finished product stacked in distribution centers waiting to be commercialized.
- Primary Causes: Supply chain unreliability, inaccurate demand forecasting, prolonged machinery setup times that incentivize massive batch production, and the adoption of a Push production model (pushing the product into the market rather than being pulled by actual demand).
- Negative Impact: Excess inventory ties up working capital that could otherwise be invested in innovation or expansion. Likewise, it requires expensive physical infrastructure, inflates maintenance, climate-control, and insurance expenses, and drastically elevates the risk of technical obsolescence or component expiration.
M – Motion
Unlike transportation, which focuses on the movement of materials and products, motion waste concentrates on unnecessary physical actions and displacements performed by personnel during their daily tasks. This includes inefficient physical behaviors such as walking long distances to locate a tool, repetitive bending due to poor workstation ergonomics, reaching for components, or forcing torso twists.
- Primary Causes: Poorly designed workstations, lack of standardization in operational methods, disorganization on the shop floor (absence of an effective 5S system), and misplaced tools or equipment shared among multiple employees.
- Negative Impact: Unnecessary motion prematurely fatigues personnel, thereby reducing their productivity throughout the workday. Most critically, repetitive and unnatural actions are the direct cause of chronic musculoskeletal disorders, a factor that drives up absenteeism, increases healthcare insurance costs, and dampens team morale.
W – Waiting
Waiting waste occurs when the flow of a resource (such as a skilled operator, high-tech machinery, or a critical approval document) comes to a complete halt because the preceding phase of the process failed to deliver inputs or information on time. This represents one of the most conspicuous and costly manifestations of operational inefficiency.
- Primary Causes: Unresolved bottlenecks in the stream, workload imbalances between stations (deficient line balancing), unscheduled downtime from mechanical breakdowns, delays in quality control for batch release, and dependence on centralized bureaucratic approvals.
- Negative Impact: Waiting significantly prolongs the total delivery time (Lead Time) promised to the customer. This causes the company’s installed capacity to dissolve into idle time, which drives up the unit production cost and generates frustration among both personnel and end consumers due to delays.
O – Overproduction
Considered by Taiichi Ohno and leading Lean Six Sigma experts as the most dangerous of all wastes, overproduction consists of manufacturing an item in quantities greater than required, at a pace faster than the customer’s consumption rate, or before it is strictly necessary within the operational sequence.
- Primary Causes: Blindly maximizing machinery utilization to justify capital expenditures (false efficiency), scheduling based on unreliable historical forecasts, and a generalized fear of line shutdowns.
- Negative Impact: This waste is inherently harmful because it acts as a catalyst and direct cause for nearly all other inefficiencies. By overproducing, an immediate excess of Inventory is generated, which in turn forces more Transportation and material handling. Additionally, it clogs warehouses, increases personnel Motion, and, if a quality failure is detected, the impact of Defects multiplies exponentially due to mass-manufacturing parts before identifying the error.
O – Overprocessing
Overprocessing occurs when more effort, time, or resources are dedicated to a product or service than the customer actually values or is willing to pay for. It implies, for instance, utilizing ultra-high precision machinery for geometric tolerances that do not require it, performing imperceptible aesthetic finishes on hidden internal components, or duplicating inspection controls without clear technical criteria.
- Primary Causes: Lack of clarity in design specifications, ignorance of the end consumer’s actual needs, obsolete or rigid quality standards, and internal policies of bureaucratic over-regulation.
- Negative Impact: This waste consumes valuable cycle time and prematurely wears down machinery. Companies end up artificially inflating manufacturing costs without that additional expense translating into higher customer satisfaction or the ability to command a premium sales price in the market.
D – Defects
Defects waste encompasses any product, subassembly, or informational deliverable that fails to comply with technical specifications or required quality standards. This anomaly forces one of two financially damaging decisions: scrapping the material entirely (waste or scrap) or subjecting it to a rework, repair, or rectification process.
- Primary Causes: Lack of standardization in operational methods, deficient personnel training, low-quality raw materials provided by unapproved vendors, and the absence of error-proofing systems at the source (Poka-Yoke).
- Negative Impact: Defects destroy the company’s profit margin. They imply the loss of materials, duplicate the consumption of labor and energy to correct what should have been done right from the start, and saturate quality inspections. If the error bypasses internal controls and reaches the consumer, the consequences are critical: contractual penalties, mass returns, warranty activations, and severe damage to brand reputation.
S – Skills (Untapped Talent)
The eighth waste, symbolized by the final ‘S’ of the modern acronym, represents the disconnection between the intellectual capabilities of personnel and their assigned tasks. It occurs when management confines employees to the mechanical execution of repetitive chores, ignoring their technical knowledge, process optimization proposals, and complex problem-solving capacity.
- Primary Causes: Autocratic leadership styles based on the traditional ‘command and control’ approach, vertical communication barriers between management and operational staff, lack of incentives for internal innovation, and the absence of cross-functional competency development programs.
- Negative Impact: This waste generates profound demotivation and emotional disengagement of the employee from the organization’s objectives. When personnel perceive that their ideas are ignored, they adopt a passive stance, depriving the company of the most valuable resource for continuous improvement (Kaizen): the empirical knowledge of those who interact directly with the process throughout their entire workday.
TIMWOODS Matrix Summary Table
This table structure allows search engines to index concepts as rich snippets, improving the article’s organic positioning.
| Letter | Waste (Muda) | Key Root Cause | Operational & Financial Impact |
| T | Transportation | Poor layout design & fragmented workflows | Fuel expenses, equipment wear, and material damage |
| I | Inventory | Push-based production & supply chain unreliability | Tied-up working capital and technical obsolescence |
| M | Motion | Deficient ergonomics & lack of 5S organization | Premature staff fatigue and chronic musculoskeletal injuries |
| W | Waiting | Unresolved bottlenecks & poor line balancing | Extended lead times and inflated unit manufacturing costs |
| O | Overproduction | False efficiency metrics & unreliable forecasting | Excess stock generation and massive batch scrapping |
| O | Overprocessing | Vague design specifications & obsolete standards | Premature machinery wear and artificial cost inflation |
| D | Defects | Non-standardized methods & lack of error-proofing | Drastic margin erosion and critical brand reputation damage |
| S | Skills | Autocratic “command and control” leadership | Emotional disengagement and lost continuous improvement ideas |
What Are the Benefits of Using TIMWOODS?
Verma and Jha (2024) classified manufacturing cycle inefficiencies under the traditional Lean methodology. Their findings revealed that waiting time constitutes the most critical waste in the production processes of the analyzed companies, accounting for 33.2% of total operational losses.
For his part, Hämäläinen (2026) indicates that the TIMWOODS categorization functions as a key tool for understanding the nature of inefficiencies in distributed design processes. By replacing physical material flows with data and information flows, this framework helps identify non-value-added activities that slow down and limit Time-To-Market (TTM) goals.
Thus, implementing the TIMWOODS matrix (Transportation, Inventory, Motion, Waiting, Overproduction, Overprocessing, Defects, and Skills) offers transversal competitive advantages across multiple industrial, development, and healthcare sectors. The primary benefits include:
- Systematic Identification and Classification of Inefficiencies: It allows organizations to categorize and understand the root causes of non-value-added (NVA) activities within a process (Bourke et al., 2025). Dissecting waste into these eight branches facilitates the detection of hidden problems in workflows (Jain & Jha, 2022).
- Cost Reduction and Resource Optimization: By pinpointing with mathematical precision where resources are wasted (such as excessive physical or digital inventories, unnecessary transfers, or overproduction), companies curb operational expenses and increase profitability (Jain & Jha, 2022).
- Increased Efficiency and Productivity: Eliminating detected muda directly reduces cycle times and removes bottlenecks (Jain & Jha, 2022). This maximizes throughput and expands the company’s daily production or service capacity (Roble & Arante, 2025).
- Quality Improvement and Rework Reduction: Mitigating defects reduces errors, failures, and the need for rectification processes (Jain & Jha, 2022). In clinical environments, for example, this optimizes the “Right First Time” indicator and decreases redundant administrative burdens (Bourke et al., 2025).
- Accelerated Time-to-Market (TTM): In new product development, the framework isolates engineering actions that consume capital without adding value to the final design—an indispensable factor for accelerating launches and meeting strict deadlines (Hämäläinen, 2026).
- Enhanced Customer and Patient Experience: In the service and healthcare sectors, mitigating waiting times drastically decreases the time users wait for diagnoses, appointments, or deliveries, exponentially increasing satisfaction levels (Bourke et al., 2025).
- Talent Utilization and Staff Well-being: Incorporating the “S” for Skills ensures that intellectual capital is not undervalued in mechanical tasks or duties for which staff are overqualified (Jain & Jha, 2022). This frees up time for high-impact functions, reduces workplace stress, and elevates team morale (Pierce et al., 2023).
TIMWOODS Application Examples by Sector: Beyond the Factory Floor
Although the historical origin of the Lean methodology is tied to the automotive environment, the analytical power of TIMWOODS lies in its versatility to adapt to non-manufacturing sectors. Below, we examine some success stories documented in recent scientific literature.
TIMWOODS Application in Vehicle Manufacturing
The study conducted by Roble and Arante (2025) demonstrated that applying Lean Manufacturing principles and value stream mapping successfully resolved complex operational challenges. As a direct result, the plant increased its production capacity from 1,500 to 1,800 parts per day, achieving a 20% improvement. After restructuring the manufacturing process, tactical countermeasures focused on mitigating the eight major wastes of the TIMWOODS acronym, yielding the following results:
- T – Transportation: An unnecessary 42-meter transfer path between the final laser marking and NVM writing stations was eliminated, reducing required personnel by 50% and cutting cycle time by 58% (from 57.3 to 24.11 seconds).
- I – Inventory: Through specialized SAP software training and transitioning to a Pull flow model (Kanban), stock variance at fiscal year-end contracted by 77%.
- M – Motion: By redesigning the plant layout—bringing discharge conveyor lines closer and reconfiguring stations—excessive operator movement decreased by 50% in the assembly (USK) and pin verification areas.
- W – Waiting: Final testing equipment was identified as a bottleneck due to recurring setups; implementing a dedicated tester reduced waiting time and conversion cycles by 48%.
- O – Overprocessing: Testing programs were optimized to mitigate false rejects due to system errors, reducing rework by 70%.
- O – Overproduction: Initially, the factory manufactured surpluses to compensate for a 15% yield loss; migrating to a Just-In-Time Pull scheme dropped this loss to 5%, curbing overproduction by nearly 60%.
- D – Defects: After aligning quality criteria with vendors, the primary raw material defect (contamination) dropped from 34% to 17%, cutting scrap and waste costs in half (50%).
- S – Untapped Skills: Operational rigidity that confined operators to specific machines was resolved by creating a cross-functional process certification, allowing flexible labor assignment based on demand.
TIMWOODS in the Healthcare Sector: Optimizing Clinical Flows
The TIMWOODS methodology has established itself in the healthcare sector as a strategic tool for diagnosing and optimizing processes, ranging from management in Radiology departments to critical flows in triage rooms.
Inefficiency Diagnosis in Radiology
The study conducted by Jha and Jain (2022) identified improvement opportunities across all operational fronts within the Radiology department of a hospital center:
- T – Transportation: Delays in transferring patients between inpatient units/ICU and Radiology, combined with the inefficient mobilization of portable equipment.
- I – Inventory: Critical stock levels (due to excess or deficit) that destabilize institutional finances.
- M – Motion: Excessive physical interactions (clicks) and fatigue from loading or unloading images within the PACS system.
- W – Waiting: Patient idle times before their procedures, delays in dictating medical reports, and sluggishness in warehouse supply delivery.
- O – Overprocessing: Execution of redundant tests and duplication of studies (re-dos) in CT scans, MRIs, and X-rays.
- O – Overproduction: Exposing patients to radiation doses higher than strictly necessary.
- D – Defects: Transcription errors, omissions, or a lack of precision when issuing radiological reports.
- S – Skills: Underutilization of technical staff due to equipment downtime and gaps in continuous training.
Triage and Registration Process Optimization
For their part, Pierce et al. (2023) applied the TIMWOODS matrix to evaluate patient registration and triage, comparing performance before and after implementing technological solutions:
- T – Transportation: Initially, referral processing required staff to toggle between multiple software programs constantly. Post-intervention, processing time decreased by 52%, and system transitions dropped from 17 to just 7.
- I – Inventory: Before the improvements, information arrived scattered across multiple formats that were difficult to locate. The solution centralized all referrals through a single access pathway in a digital tracking system (tracker).
- M – Motion: Excessive digital touchpoints were recorded to classify each case. With the workflow redesign, these interactions were reduced by 51% for admission staff and by 27% for consulting physicians.
- W – Waiting time: Manual chart retrieval slowed down appointments. Optimizing the tracker cut overall patient waiting time by 34%, eliminating idle time spent tracking down documents.
- O – Over-processing: The team duplicated data registration across different platforms and managed incomplete files. Migrating from Excel to a live digital file ensured that only validated referrals were sent to Orthopedics.
- O – Over-production: Redundant work occurred when capturing the same information in both Excel and the hospital system (Meditech). This was resolved by utilizing real-time process status within the dynamic tracker.
- D – Defects: Diagnostic omissions were detected, forcing patients to call to request information, along with unnecessary trauma referrals. The intervention provided transparent visibility, allowing the consultant to divert cases directly to physiotherapy if required.
- S – Skills: The competencies of administrative staff and physiotherapists were undervalued in mechanical tasks. The new model freed up administrative time and ensured that surgeons solely evaluated cases of high clinical complexity.
Case Balance: The application of TIMWOODS in this phase allowed for the quantification of systematic inefficiencies, achieving drastic reductions in registration times, eliminating redundant steps, and streamlining orthopedic trauma appointments.
Workflow Redesign in Specialty Clinics
Finally, Bourke et al. (2025) used the matrix to categorize non-value-added (NVA) activities in a pediatric eye clinic, documenting the impact of waste on both families and staff:
- T – Transportation: Delays in user intake due to poor signage in the building. For staff, it involved the constant physical transfer of paper charts between consultation rooms.
- I – Inventory: A logistical mismatch from having furniture designed for adults in a children’s environment, coupled with an absolute reliance on a physical medical record archive.
- M – Motion: Lack of a linear transit flow for patients and unnecessary staff movement to gather documentation for each case.
- W – Waiting Times: Long waiting periods for families to secure an appointment and saturation in waiting areas on the day of the consultation; simultaneously, staff experienced delays waiting for responses from referring physicians.
- O – Over-Production: Lack of clarity among patients regarding the purpose of their appointment, causing high no-show rates and administrative overwork to manage cluttering re-schedules.
- O – Over-Processing: The need to recurrently reschedule agendas, forcing the admission team to add mandatory confirmation phone calls to mitigate absenteeism.
- D – Defects: A fragmented care experience for the user and the constant receipt of referral forms with omitted clinical data.
- S – Skills: Highly qualified clinical staff invested time tracking down missing data from referring centers, while the administrative team focused on filing paperwork instead of designing improvement solutions.
As a countermeasure to these findings, the clinic implemented an electronic referral system with mandatory fields. This technological solution eliminated the frictions identified in the TIMWOODS analysis, eradicating follow-up calls caused by missing clinical data.
TIMWOODS Application in Construction Companies
The study conducted by McDermott et al. (2024) identified that Building Information Modeling (BIM) acts as a strategic catalyst for Lean methodology, complementing TIMWOODS waste analysis by enabling the identification, prevention, and eradication of inefficiencies from the design phase within Off-Site Manufacturing (OSM). Through this hybrid approach, critical findings detected across the various construction stages were broken down as follows:
- W – Waiting: This was established as one of the most recurring wastes, noting severe time losses in the grinding stage because operators depended on the supply from the cutting station, which operated as a bottleneck; similarly, the cleaning and wrapping areas experienced idle times stemming from constraints at the welding station.
- O – Overprocessing: This was detected in the cutting stage, where personnel measured materials manually for each part due to the absence of a proper jig, and in quality control (QC) checks due to redundant administrative workflows such as manual document transcription, printing, and scanning.
- T / M / W – Transportation, Motion, and Waiting: In the tacking phase, productivity dissolved while searching for misplaced tools, clamps, or jigs, while the shipping process suffered from delays, space constraints, and unnecessary transfers to mobilize modules.
- I – Inventory: Also associated with shipping logistics, a critical accumulation of finished skids was identified in temporary storage awaiting transportation.
- D – Defects: Failures were observed in the tacking phase due to operational errors and the use of unsuitable tools, in addition to recording a high rate of defective parts and scrap in the welding area.
Value Focus: While shop-floor diagnosis allowed for the classification of daily incidents using the TIMWOODS matrix, BIM technology provided the digital ecosystem to redesign the construction process, eliminating non-value-added activities from design conception and maximizing overall operational efficiency.
TIMWOOD Application in Roasted Coffee Production
Faridzi (2023) utilized the TIMWOOD methodology as a strategic diagnostic tool to examine the production line at Lajiem Coffee—a workflow encompassing bean sifting, roasting, grinding, and packaging. By contrasting the company’s operations against the seven classic mudas, the research successfully isolated two critical wastes in the production area:
- M – Motion (Code W1): Detected when observing that operators had to stir the coffee manually and uninterruptedly during the roasting phase.
- D – Defects (Code W2): Manifested in burnt coffee beans that became unusable for quality standards, generating direct scrap.
The TIMWOOD diagnosis served as the structured pillar that enabled researchers to pinpoint real problems and subsequently apply a Root Cause Analysis (RCA), facilitating the identification of origin factors and the design of corrective solutions.
How to Identify and Eliminate the 8 Wastes Step-by-Step
To identify and eradicate the eight mudas using the TIMWOODS methodology, scientific literature proposes a systematic approach grounded in process engineering frameworks such as DMAIC (Define, Measure, Analyze, Improve, and Control) and PDCA (Plan, Do, Check, Act) continuous improvement cycles. Below, this structured deployment is detailed phase by phase:
Step 1: Define and Visualize the Process
To eradicate inefficiencies, it is first fundamental to understand how the current system functions and accurately determine which activities add actual value.
– Walk the Gemba: According to Bourke et al. (2025) and Wickramasinghe and Illankoon (2025), one must physically observe the operational flow in the exact place where work happens. This allows for collecting first-hand data and analyzing shop-floor reality without hierarchical filters.
– Listen to the Voice of the Customer (VOC): This consists of identifying the specific characteristics of the product or service that the consumer legitimately values and for which they are willing to pay (Pierce et al., 2023; Bourke et al., 2025).
– Design the Current State Value Stream Map (VSM): Chronologically document every step, as well as the flow of materials and information. This tool is key to making hidden wastes visible throughout the product’s entire lifecycle (Hämäläinen, 2026).
Step 2: Measure and Categorize Wastes
This phase focuses on rigorously quantifying and classifying the inefficiencies detected within the value stream.
– Separate Value from Waste: Hämäläinen (2026) recommends analyzing the activities mapped in the VSM to classify them into value-added (VA) and non-value-added (NVA) activities.
– Apply the TIMWOODS Matrix: This involves taking all NVA activities and systematically cataloging them within the eight waste categories: Transportation, Inventory, Motion, Waiting, Overproduction, Overprocessing, Defects, or Untapped Skills (Mofolasayo et al., 2022).
– Quantify Financial and Operational Impact: It is imperative to measure current performance using key performance indicators (KPIs), such as cycle time, error rates, idle times, and processing lead times (Bourke et al., 2025; Wickramasinghe & Illankoon, 2025).
Step 3: Root Cause Analysis
Once the wastes are classified, the next step is to investigate their strategic origin to definitively eradicate them from the value stream.
– Utilize the Ishikawa Diagram (Fishbone): Bourke et al. (2025) recommend visually mapping the diverse operational variables (methods, materials, manpower, and environment) that influence the appearance or persistence of muda.
– Apply the 5 Whys Technique: This consists of systematically interrogating the symptom of an inefficiency—consecutively questioning “why?”—until uncovering the root cause that triggers it (Wickramasinghe & Illankoon, 2025).
– Evaluate System Constraints: Implement the Theory of Constraints (TOC) to accurately identify the bottlenecks that slow down production throughput and cause inventory accumulation or downtime (Hämäläinen, 2026).
Step 4: Improve and Design the New Flow
This phase focuses on proposing and implementing strategic solutions to structure an optimized workflow free of inefficiencies.
– Co-design Value Solutions: Devise improvement proposals in direct collaboration with frontline personnel to eradicate the root causes of the discovered mudas (Bourke et al., 2025).
– Prioritize Actions with the PICK Matrix: Utilize a PICK chart (Possible, Implement, Challenge, Kill) to score ideas based on their impact and feasibility level, prioritizing those that offer the highest yields (Pierce et al., 2023).
– Map the Future State VSM: Design the ideal process map, projecting how the operation will flow once non-value-added activities are eliminated (Hämäläinen, 2026).
– Execute through Kaizen and PDCA: Implement changes in gradual, controlled stages using the Plan-Do-Check-Act cycle (Hämäläinen, 2026), integrating tools such as 5S to mitigate motion waste and Poka-Yoke systems to prevent defects at the source (Mofolasayo et al., 2022; McDermott et al., 2024).
Step 5: Control and Standardize
The final phase focuses on rigorously auditing the new process and continuously tracking key performance indicators to guarantee the sustainability of the optimized workflow.
– Verify and Validate Results: Monitor the new operational flow and contrast current metrics against the initial VSM to confirm that mudas have been successfully eradicated (McDermott et al., 2024; Bourke et al., 2025).
– Implement Standardized Work: Formally document the new methods to consolidate them as the official practice, which guarantees operational consistency, prevents staff from reverting to inefficient habits, and establishes the baseline for future optimizations (Hämäläinen, 2026).
– Sustain Continuous Improvement: Foster a culture of permanent evaluation, acknowledging that in the Lean ecosystem, waste elimination is a continuous journey toward excellence where opportunities to refine the system always exist (Mofolasayo et al., 2022; Wickramasinghe & Illankoon, 2025).
Main Challenges and Limitations in TIMWOODS Adoption
The implementation of the TIMWOODS matrix—and Lean philosophies in general—faces complex structural challenges ranging from cultural and leadership barriers to financial constraints. The primary obstacles identified are broken down below:
- Resistance to Change and Corporate Politics: The natural reluctance of employees to modify their work dynamics is one of the greatest operational obstacles, to the point that specialists consider “internal politics” and resistance to change as a ninth waste (Mofolasayo et al., 2022). A successful implementation demands a profound cultural transformation; therefore, the absence of a strategic plan to manage this transition often generates severe friction, especially in organizations deeply rooted in traditional or sequential work methodologies (Hämäläinen, 2026).
- Absence of Executive Leadership and Hierarchical Barriers: Visible backing from top management is a critical success factor; the perception of deficient support weakens team motivation and typically leads to project failure (Pierce et al., 2023). Likewise, in corporate cultures characterized by a marked “power distance” (rigidly vertical structures), barriers are shaped that hinder bottom-up problem-solving. This rigidity restricts the impact of Lean and TIMWOODS because operational staff do not feel empowered to propose and implement continuous improvement actions (Hämäläinen, 2026).
- Insufficient Training and Poor Talent Management: This challenge links directly to the “S” for Skills in TIMWOODS. When personnel are excluded from management processes, lack ideal preparation, or do not have the key tools for the transition, the methodology loses sustainability (Jain & Jha, 2022). Furthermore, in certain sectors and regions, a shortage of qualified specialists in implementing Lean frameworks persists, constituting a critical operational barrier (McDermott et al., 2024).
- Communication Challenges and Cultural Divergences: According to Hämäläinen (2026), when implementing the TIMWOODS matrix in global environments or distributed engineering teams, differences in communication styles, time zones, and a lack of mutual trust hinder the flow of information. These barriers block the cross-functional collaboration and knowledge sharing indispensable for detecting and eradicating operational wastes.
- Capital Constraints and Financial Justification: According to Mofolasayo et al. (2022), although eradicating mudas generates financial savings, implementing supporting technologies—such as digitalization and Industry 4.0—requires an initial investment. Small and medium-sized enterprises (SMEs), in particular, face severe capital constraints and the complex challenge of justifying the return on investment (ROI) to fund the technological and structural transformations of continuous improvement.
- Maintaining a Human-Centric Focus Against Digitalization: According to Marjane et al. (2025), as organizations integrate advanced technologies to diagnose inefficiencies, the challenge arises to consolidate digital systems as support tools rather than substitutes for human judgment. The sustainable success of these methodological frameworks ultimately depends on the active collaboration of personnel and not just the technical infrastructure.
Integration of TIMWOODS with Industry 4.0 Technologies
The study conducted by Mofolasayo et al. (2022) evaluated how Industry 4.0 technologies can converge with the TIMWOODS methodology to mitigate each of the eight wastes in an automated manner:
- T – Transportation: Optimized through Electronic Data Logging (EDL), Tracking and Localization Systems (GPS), Automated Guided Vehicles (AGVs), and cyber-physical systems that align demand with plant layout distribution.
- I – Inventory: Addressed through interconnected supply chains that enable real-time asset tracking, supported by additive manufacturing and cyber-physical systems capable of forecasting inventories based on sales behavior.
- M – Motion: Motion detection systems analyze unnecessary movements, complemented by autonomous robotics, additive manufacturing, and augmented reality devices to optimize ergonomics.
- W – Waiting: Real-time monitoring and responsiveness to flow variations allow for sequence optimization, drastically reducing equipment downtime.
- O – Overproduction: Real-time automated control of cycle time (takt time) facilitates immediate adaptation to market fluctuations, eradicating manufacturing surpluses.
- O – Overprocessing: Big Data analytics and predictive market research allow for near-real-time responses to customer preferences, mitigating redundant operations that do not add value.
- D – Defects: Real-time fault detection and traceability at the source streamline Root Cause Analysis (RCA); additionally, the deployment of predictive sensors anticipates mechanical wear before deviations occur.
- S – Skills (Staff): Represents the talent and discretionary effort of human capital; the digital transition requires safeguarding worker dignity and privacy, mitigating operational waste through continuous training and incentive alignment.
For their part, Marjane et al. (2025) conclude that smart technologies are imperative to mitigate these mudas. For instance, Internet of Things (IoT) tracking limits unnecessary movements of users and staff (Transportation and Motion), while Artificial Intelligence (AI) optimizes stock, prevents overproduction by analyzing projected demand, and reduces operational defects through prescriptive analytics.
Conclusion
The TIMWOODS waste identification framework, a cornerstone of Lean methodology, has transcended its origins in traditional automotive manufacturing to establish itself as a universal, adaptable, and fundamental continuous improvement tool for modernizing contemporary processes.
Currently, diagnosing the eight mudas is highly effective across a diverse range of sectors. Scientific evidence demonstrates its success in healthcare management (radiology departments, pediatric ophthalmology clinics, orthopedic services, and hospital discharge flows), globally distributed engineering design, modular Off-Site Manufacturing (OSM), service and human resource optimization, and small and medium-sized enterprises (SMEs) ranging from electronics manufacturing to agro-industrial coffee production.
Likewise, the convergence of TIMWOODS with Industry 4.0 technologies—such as the Internet of Things (IoT), Artificial Intelligence (AI), Building Information Modeling (BIM), and digital management systems—empowers organizations to detect deviations in real time, automate data flows, and deploy predictive analytics.
It is imperative to highlight that this matrix is rarely executed in isolation. Its strategic impact is maximized when integrated with robust frameworks such as DMAIC, Value Stream Mapping (VSM), Root Cause Analysis (RCA), and Kaizen events. This methodological synergy allows companies not only to identify waste but also to quantify it, neutralize its root cause, and standardize improvements sustainably.
Frequently Asked Questions (FAQ): TIMWOODS Methodology
What is the TIMWOODS methodology and what is it used for?
It is a Lean management framework utilized to identify and eradicate operational inefficiencies within an organization. The acronym represents the eight classic wastes that add no value to the customer: Transportation, Inventory, Motion, Waiting, Overproduction, Overprocessing, Defects, and Untapped Skills. It serves to optimize workflows, reduce costs, and maximize throughput.
How is TIMWOODS applied in sectors beyond manufacturing?
Although it originated in the automotive industry, it has evolved into a universal framework. Scientific evidence demonstrates its success in the healthcare sector (reducing waiting times in triage and optimizing Radiology departments), in construction companies (through Off-Site Modular Manufacturing), and in agro-industrial management, proving that any information or material flow is ripe for process improvement.
What is the first practical step an organization must take to begin eliminating waste?
The indispensable first step requires no massive initial financial or technological investments, but rather a cultural shift focused on observation and education. Management must first formally train frontline personnel in the foundational concepts of the TIMWOODS methodology, so they learn to “see” the hidden waste around them. Immediately following this, a cross-functional Gemba Walk must be planned and executed, combined with drafting an initial Value Stream Map (VSM) of the company’s most critical processes.
Why is Overproduction unanimously considered the worst of the 8 wastes?
When a company manufactures more than what is demanded or ahead of schedule, it is immediately forced to incur capital expenditures on storing that excess Inventory. This requires hiring additional personnel or forklifts to perform extra Transportation and physical handling tasks, which in turn increases fatigue and unnecessary Motion.
What is the relationship between TIMWOODS and Industry 4.0?
Industry 4.0 acts as a technological catalyst for the TIMWOODS matrix. Tools such as the Internet of Things (IoT), Artificial Intelligence (AI), predictive sensors, and BIM modeling automate data capture, ensuring that waste diagnosis is no longer manual but rather driven by real-time traceability and prescriptive analytics.
What are the main obstacles when implementing this methodology?
The most critical challenges are sociotechnical and cultural in nature. Key obstacles include employee resistance to change (considered by some authors as a ninth waste), rigid vertical hierarchical barriers, insufficient staff training, and financial capital constraints within SMEs to justify the return on investment (ROI) of new technologies.
Should TIMWOODS be used in isolation?
No, its strategic impact is maximized when integrated into robust continuous improvement ecosystems. It functions optimally when combined with the DMAIC project framework, Value Stream Mapping (VSM), Root Cause Analysis (RCA), and the operational deployment of Kaizen events or 5S methodologies.
References
Bourke C, Mullaniff A, Tang B, Waya O, Teeling SP (2025), “Using a person-centred model of Lean Six Sigma to support process improvement within a paediatric primary eye care clinic“. Int J Health Care Qual Assur, Vol. ahead-of-print No. ahead-of-print. https://doi.org/10.1108/IJHCQA-02-2025-0015
Brütting, Christine; Frese, Thomas; Bauer, Alexander; Selg, Erwin; Andernach, Stefanie. Modeling the networking between hospitals and follow-up care providers during discharge management – Insights from eight structured interviews. Journal of Family Medicine and Primary Care 15(5):p 1953-1968, May 2026. | DOI: 10.4103/jfmpc.jfmpc_685_25
Faridzi, F. R. (2023). Application of Lean Manufacturing to Minimize Waste in the Lajiem Coffee Business Production Process: Lean Manufacturing; Timwood waste; 5-Why’s; Root Cause Analysis; Risk Analysis; Proposed Improvements. Indonesian Vocational Research Journal, 2(2), 23–28.
Hämäläinen, A. (2026). Lean wind gearbox design in global environment [Tesis de maestría, Jamk University of Applied Sciences]
Jain, S., & Jha, M. (2022). Application of Lean Methodology in Radiology Department of a Multispecialty Hospital. Indian Journal of Public Health Research & Development, 14(4), 303-307
Marjane C., M. S. Bajjou and A. Chafi, “From Lean to Smart Lean Healthcare: A Cross Sectoral and Comparative Analysis,” 2025 IEEE 13th International Conference on Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications (IDAACS), Gliwice, Poland, 2025, pp. 1-6, doi: 10.1109/IDAACS68557.2025.11322299.
McDermott O, ODwyer K, Noonan J, Trubetskaya A, Rosa A (2024), “The development of a lean six sigma and BIM framework for enhancing off-site manufacturing“. International Journal of Lean Six Sigma, Vol. 15 No. 8 pp. 50–69, doi: https://doi.org/10.1108/IJLSS-02-2023-0020
Mofolasayo, A., Young, S., Martinez, P., & Ahmad, R. (2022). How to adapt lean practices in SMEs to support Industry 4.0 in manufacturing. Procedia Computer Science, 200, 934-943. https://doi.org/10.1016/j.procs.2022.01.291
Pierce, A., Teeling, S. P., McNamara, M., O’Daly, B., & Daly, A. (2023). Using Lean Six Sigma in a Private Hospital Setting to Reduce Trauma Orthopedic Patient Waiting Times and Associated Administrative and Consultant Caseload. Healthcare, 11(19), 2626. https://doi.org/10.3390/healthcare11192626
Roble, K. M., & Arante, G. L. (2025). Empowering Lean principles in automotive manufacturing industry: Addressing the challenges and capturing best practices. En 31st ASEMEP National Technical Symposium.
Verma, R. B., & Jha, S. K. (2024). Prioritisation of major industrial waste using analytical hierarchy process for micro small medium enterprises. International Journal of Environment and Waste Management, 35(1), 69-97.
Wickramasinghe V. and P. Illankoon, “Service Process Improvement Through VSM of Lean Six Sigma: A Case Study,” 2025 Moratuwa Engineering Research Conference (MERCon), Moratuwa, Sri Lanka, 2025, pp. 25-30, doi: 10.1109/MERCon67903.2025.11217077.
Editor and founder of “Innovar o Morir” (‘Innovate or Die’). Milthon holds a Master’s degree in Science and Innovation Management from the Polytechnic University of Valencia, with postgraduate diplomas in Business Innovation (UPV) and Market-Oriented Innovation Management (UPCH-Universitat Leipzig). He has practical experience in innovation management, having led the Fisheries Innovation Unit of the National Program for Innovation in Fisheries and Aquaculture (PNIPA) and worked as a consultant on open innovation diagnostics and technology watch. He firmly believes in the power of innovation and creativity as drivers of change and development.